Compared with steel smelting, nonferrous metals smelting has more complex crafts, longer process procedures and more types of smelting furnaces. The production crafts of copper smelting comprise: pre-processing, matte smelting, copper blowing smelting, pyro-metallurgical refining and electrolyte refining.
Copper ore smelting methods can be classified into pyrometallurgy and wet metallurgy. Compared with wet metallurgy, pyrometallurgy has lower energy consumption, better adaptation to mineral grades and larger smelting scale, so pyro-metallurgy smelted copper accounts for 90% of all copper yield. Among copper pyrometallurgy smelting crafts, flash smelting and bath smelting are in dominant position.
Bath smelting is a high efficient self heating smelting method, which adopts direct blasting and intense bath agitation to swiftly realize the main chemical reactions between gas, liquid and solid phases. It is suitable for the smelting, sulfuring, oxidizing, reducing, blowing smelting and fuming of nonferrous metals materials. Flash smelting is the method that feeds dry and concentrate sulfide ore, flux, oxygen or oxygen rich air, or preheated air into high temperature furnace, raw material are quickly oxidized and melted at suspension state. The pyrometallurgy of copper including two steps: copper sulfide concentrate ore making matte smelting and matte blowing smelting.
Matte Smelting Furnace
Matte is half done copper frit which are smelted by adding silica, lime and other flux. Copper content of matte varies based on the types of smelting furnace, usually between 30%~50%. Matte smelting furnaces can be classified into blast furnace, reverberator, flash furnace and so on. Flash furnace is in the dominant position, the second is reverberator, others are isa furnace, Noranda reactor and so on.
Copper Blast Furnace
The method of making matte by copper concentrate ore in inclosed blast furnace are widely used in some countries. Copper blast furnace are composed of furnace top, furnace bosh, internal crucible, furnace hearth, tuyere and so on. During smelting, concentrate ore is added into furnace through hopper, the added ore makes the furnace a closed environment. Concentrate ore, coke, flux and other solid material are loaded from furnace top, high pressure air are blew into furnace from lower part of furnace bosh tuyere equipment. The up moving hot air will fully contact with down moving materials and make them melted, oxidized or reduced. Furnace slag and matte will separate with each other when entering into fore crucible through throat. Molten slag mainly comprises SiO2-FeO-CaO series material, the highest temperature of tuyere upper part smelting zone is 1350℃.
Copper Blast Furnace Refractory
Furnace top cover is consisted of cover board and water jacket, lateral side lining is made of chamotte bricks and asbestos board, covered by steel board. Furnace are consisted of water jackets, throat hole and furnace bottom are built by magnesia bricks.
Copper blast furnace upper part usually adopts clay bricks, chrome bricks. Tuyere and upper oblique furnace wall is built by clay bricks. The working lining of copper blast furnace is constructed bymagnesia chrome bricksor chrome bricks.
The world’s annual aluminum output takes the top position among nonferrous metals production, far larger than other nonferrous metals. Refractory material consumption of aluminum industry is much more than the total consumption of copper, lead and zinc smelting. The production of aluminum including 2 steps, first, produces alumina from bauxite by wet method, second, uses industrial alumina as raw material, adopts molten salt electrolytic process to produce aluminum. High temperature kilns used for aluminum production are rotary kiln, molten salt electrolytic tank, aluminum smelting furnaces, etc.
Refractory material consumption of industrial aluminum smelting furnaces is large, that’s because, during producing Al2O3, basic material will have very severe corrosion to alumina rotary kiln refractory material. When smelting aluminum, even the temperature is relatively low, aluminum liquid has very strong permeability, once it permeates into firebricks, it will react with SiO2 and reduces Si from the firebricks, which will destroy their structure and cause the looseness, spalling and damage of furnace lining.
So SiO2 containing refractory materials are also not suitable for the masonry of aluminum smelting equipments. High alumina bricks and carbon refractories are usually used for ordinary aluminum industry furnaces.
Alumina Rotary Kiln Description
Rotary kiln is thermal equipment for the sintering of alumina clinker. During manufacturing alumina, alumina bauxite, pure alkali and lime are proportionally loaded into rotary kiln, calcined at 1200~1300℃, the calcined bauxite clinker needs to be further processed to make Al(OH)3. After sintering in 1200℃ rotary kiln, Al2O3 are produced by Al(OH)3.
The sintering process are: high temperature flame and the raw material reversely move in the rotary kiln. Lime and bauxite raw material pulp(contains 40% water) or Al(OH)3(contains 12%~18% water) is loaded form kiln tail. After low temperature drying and dehydration, heating and high temperature sintering, calcined clinker will be unloaded from kiln head, while high temperature gas flows from kiln head to tail. So the kiln can be divided into preheating zone and high temperature sintering zone. To avoid pulp material adhering to kiln lining during sintering and to strengthen heat exchange efficiency, chains are set between refractory material brickwork, when kiln body is in rotary motion, the chains will continuously strike raw materials and lining bricks, which will affluence the service life of kiln lining.
Alumina Rotary Kiln Refractories Properties
The rotary kiln body used for alumina production is steel board welded cylinder, inner lining is constructed by refractories. The working environment of refractory materials are harsh, so they should have these characteristics: strong alkaline corrosion resistance, can continuously work at 1200~1300℃ high temperature and won’t damage, can resist material erosion and impaction, can resist the souring of high temperature air current.
Alumina Rotary Kiln Refractories Category
Reractories used in rotary kiln are mainly high alumina bricks and magnesia bricks. Low temperature drying kiln usually adopts fireclay bricks as inner lining refractory. At sintering zone, there is often an insulating lining between kiln wall and firebricks inner lining, which is often built by diatomite bricks, ceramsite bricks or refractory fiber felts.
phosphate bonded high alumina bricks, fireclay bricks
Alumina Rotary Kiln Unshaped Refractories
Currently, unshaped refractories are popularly used in aluminum industry. Rotary kiln inlet where constantly suffers materials high temperature abrasion and thermal shock stress, is vulnerable to deformation damage. At alumina clinker sintering kiln transition zone, the temperature is between 400℃~1000℃, alkaline corrosion and mechanical damage are severe, the inner lining often spalls or falls off. So steel fiber castable which has good abrasion resistance is are usually used in rotary kiln.
Item
GJZL-40
GJZL-45
GJZL-70
Al2O3 % ≥
40
45
70
CaO %
/
≤2.5
≤2.1
Refractoriness ℃
1690
1710
≥1790
Working temperature ℃
1250
1300
1450
Fastness to alkali
I
I
II
Bulk density g/cm3
1200℃,3h
1.80
2.30
2.57
Linear change rate %
1200℃,3h
-0.5
-0.3
-0.2
Cold crushing strength Mpa
1200℃,3h
30
50
70
Modulus of rupture Mpa
1200℃,3h
8
9
10
Characteristics
Base resistance, abrasion resistance, thermal shock resistance, energy saving
The roasting of aluminum hydroxide is the last procedure of alumina production. Its main purposes are drying adhered water and crystallization water in aluminum hydroxide and transforming some γ-alumina into α-alumina. Most alumina manufacturer in China have totally or partly adopted fluidized roasting equipments. Fluidized roasting equipments are classified into fluidized flash roasting furnace, circulating fluidized roasting furnace and suspension roasting furnace. Refractories for these 3 types of roasting furnaces are not the same, but large quantity of unshaped refractory( plastic refractory and refractory castable) are used, more specifically, 50%~70% of refractory consumption is unshaped refractory.
Alumina gas suspension roasting furnace is the specialized equipment for aluminum hydroxide roasting. The craft and automation level are both very high, roasting process takes place at high temperature furnace body ( 1200℃) and high speed atmosphere. The processed alumina has high rigidity, good flowability, meanwhile, there are strict quality standard on alumina products, any mixing of impurity can directly affect the product performance. So the refractory materials used in alumina gas suspension roasting furnace should have the following characteristics: high refractoriness, good abrasion resistance, high strength, good thermal stability, good integrity, good tightness.
Alumina Gas Suspension Roasting Furnace Refractory
Item
SLH-1
SLH-2
SLH-3
SLH-4
Al2O3 % ≥
45
65
65
45
Refractoriness ℃
1710
1770
1730
1690
Working temperature ℃
1100
1300
1300
1100
Suggested quantity t/m3
2.50
2.60
3.30
3.25
Bulk density g/cm3
1200℃,3h
/
2.30
2.30
/
Linear change rate %
1200℃,3h
/
±0.3
±0.3
/
Cold crushing strength Mpa
1200℃,3h
/
90
60
/
Modulus of rupture Mpa
1200℃,3h
/
14
8
/
Characteristics
Good volume stability, high low & middle temperature strength, scouring resistance, abrasion resistance, thermal shock resistance
Strong adhesion ability, good volume stability, thermal shock resistance, scouring resistance, high low & middle temp. strength
Applications
The casting of low & middle temperature lining
The casting of high temperature lining
The gunning and coating of high temperature lining and low workability parts
The gunning and coating of low &middle temperature lining and low workability parts
Aluminum reduction cell is the core equipment for the production of electrolytic aluminum. Aluminum reduction cells are usually rectangular steel shells, with carbon bricks inner linings. Carbon anode suspends in aluminum reduction cell, while carbon cathode locates at the bottom. Molten Cryolite, aluminum fluoride, lithium fluoride and so on are usually used as electrolyte. Al2O3 is smelted at 970℃ and electrolyzed into metal aluminum at bottom cathode and oxygen at anode, oxygen can react with carbon anode and produce CO2 or CO. The heat released by electrochemical reaction can keep aluminum and aluminum reduction cell molten state, aluminum liquid is discharged from reduction cell at intervals, and some quantity of alumina and cryolite are added into the cell. Electrolysis temperature is kept between 900~1000℃.
Aluminum Reduction Cell Cathode Refractory
Refractory materials used in aluminum reduction cell cathode should have good electricity conductivity and good cryolite, NaF and aluminum liquid corrosion resistance. The bottom working lining of aluminum reduction cell is formerly lined by carbon block, but it can react with sodium and form new compound, the working lining’s structure becomes loose, mechanical strength deceases, and crack also appears in the carbon blocks. Electrolyte and aluminum liquid can permeate into carbon block through the cracks, and react with carbon to form Al4C3, which causes the further expansion of carbon block cracks, and finally leads to the severe corrosion of inner lining and the deformation of aluminum reduction cell shell. Therefore, amorphous carbon bricks are gradually replaced by semi graphitized carbon bricks or graphitized carbon bricks.
Aluminum Reduction Cell Side Wall Refractory
The damage reasons of aluminum reduction cell side wall inner lining are air caused material oxidization, high temperature molten cryolite, NaF and aluminum corrosion, moving molten liquid scouring and erosion, temperature fluctuation and thermal expansion caused thermal stress.
Amorphous carbon blocks and graphite carbon blocks are used to mason the side wall of aluminum reduction cell, the lethal defect of carbon based refractories is bad oxidization resistance and low mechanical strength. To prevent oxidization, and keep relatively large electric resistance, SiC refractory materials are gradually developing, among them, silicon nitride bonded silicon carbide bricks have the best application effect. The advantages of silicon nitride bonded silicon carbide bricks are: excellent high temperature mechanical performance, good thermal conductivity, easy to form condensed slay at inner side, large electric resistance, can reduce side way electricity loss, good oxidization resistance, won’t react with aluminum liquid, cryolite and other molten body, can large scale reduce lining bricks thickness and increase reduction cell volume. For example, the carbon bricks lined side way thickness is about 200~400mm, while the thickness of silicon nitride bonded silicon carbide bricks lined wall is only 75mm.
Silicon Nitride Bonded Silicon Carbide Bricks Physiochemical Index
Item
Standard value
Tested value
SiC %
≥72
73
Si3N4 %
≥21
23
Si %
≤1.0
0.3
Fe2O3 %
≤1.0
0.4
Apparent porosity %
≤17
15
Bulk density g/cm3
≥2.65
2.70
Cold crushing strength Mpa
≥150
220
Modulus of rupture Mpa(1400℃,0.5h)
≥53
65
Thermal conductivity w·(m·K)-1(1000℃,2h)
≥17
18.5
Aluminum Reduction Cell Bottom Blockage Layer
During electrolytic aluminum production, Na and NaF vapor, liquid can permeate into insulating lining from bottom cathode materials. So the thermal conductivity of insulating lining will increase and correspondingly decrease aluminum reduction cell thermal efficiency, the working atmosphere will degenerate till the damage of reduction cell. A new type of dry impervious material can be paved between cathode refractory and insulating lining, it can not only prevent the permeation of electrolyte but also has good heat preservation performance.
Aluminum Smelting Furnace and Holding Furnace Description
Gas-combustion or oil-combustion fixed or tilting reverberators are usually used for aluminum ingots and scrap aluminum melting and alloying, sometimes, resistance reverberator or induction crucible furnace are also adopted.
Although the temperature of aluminum liquid and aluminum alloy is only 700~800℃, magnesium, silicon, manganese and other element in aluminum and aluminum alloys are very active, easy to react with some components in refractory material and cause refractory damage. The main damage mechanisms of aluminum smelting furnaces are:
Aluminum liquid has very low viscosity, is easy to permeate into refractory material.
Some alloy elements in aluminum and its alloys have very strong reduction ability, their reduction-oxidization reaction is strong heat release reaction. Some alloy elements such as Mg have very high vapor pressure, their vapor is more liable to penetrate into refractory material and then be oxidized, finally cause the metamorphism , structure looseness and damage of refractory material.
During large scale aluminum smelting furnace working, continuously added aluminum ingots and alloy will have great impaction and abrasion to furnace inlet and furnace bottom.
The addition of aluminum ingots, the discharge of aluminum liquid and temperature fluctuation in furnace can do thermal shock damage to refractory lining.
Aluminum Smelting Reverbertator Refractories
Aluminum smelting reverbertator refractories should resist aluminum liquid and magnesium vapor infiltration, have excellent abrasion resistance and thermal stress impaction, etc. Furnace lining where contact with aluminum liquid usually adopts high alumina bricks containing 80%~85% of Al2O3. For high purity aluminum smelting, corundum bricks or mullite bricks are usually adopted. At furnace bed slope and scrap aluminum feeding parts, where corrosion and abrasion is frequently happened, silicon nitride bonded silicon carbide bricks are often used. At aluminum runner and aluminum tapping hole, aluminum scouring is severe, so self bonded or silicon carbide bonded silicon carbide bricks are adopted, zircon bricks are also used for the masonry of inner lining. For furnace lining, where don’t contact with aluminum liquid, clay bricks, fireclay castable or plastic refractory are usually used. The inner lining of aluminum running trough usually adopts silicon carbide bricks or fused foam silica precast blocks.
With the enlargement aluminum smelting furnace and the strengthening of smelting, high strength anti-aluminum permeation castable which has excellent permeation resistance, abrasion resistance and thermal impaction resistance are widely used in aluminum smelting furnace.
High Strength Anti-Aluminum Permeation Castable
Item
Index
Al2O3 %
75.6
CaO %
1.25
Refractoriness ℃
1790
Bulk density g/cm3(110℃,24h)
2.85
Crushing strength MPa (1000℃,3h)
126.42
Modulus of rupture Mpa (1000℃,3h)
15.67
Linear change rate % (1000℃,3h)
+0.01
Abrasion index
4
Thermal shock resistance times (1100℃,water cooling )
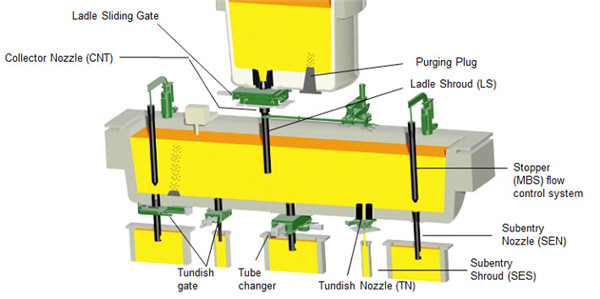
The main function of tundish is keeping the temperature of steel liquid stable, making impurity float to the surface of steel liquid, promising the smooth going of the continuous casting during steel liquid shortage or steel ladle changing. The capacity of tundish is usually 15%~30% of steel ladle. Every continuous casting machine will equip 7~12 tundishes. Tundish Steel liquid temperature is 1510~1570℃. Learn more about the tundish refractory, please continue reading.
As a transition device between the ladle and the mold during the continuous casting process, the tundish is not only storage and distributor of the molten steel, but also a refining vessel of the molten steel. It can be used to stabilize the steel flow, reduce the scouring of the billet shell in the mold by the steel flow so that the molten steel has a reasonable flow field and a proper long residence time in the tundish. In order to ensure the uniform temperature of the molten steel and the separation and floating of non-metallic debris, the cleanliness of the molten steel and the continuous casting of multiple furnaces are an important part of improving the quality of steel and the efficiency of continuous casting. The structure diagram of the tundish is shown below.
Schematic Diagram of Tundish Structure
The Main Function of the Tundish
(1) Diversion of molten steel. For multi-stream and continuous casting machines, the molten steel is distributed to each mold through the tundish.
(2) Steady flow. Reduce the static pressure of the molten steel to maintain a stable liquid level in the tundish. Pour molten steel into the mold steadily.
(3) Store molten steel. When replacing the ladle with multiple furnace continuous casting, the drawing speed is not reduced. Create conditions for multiple furnace continuous pouring.
(4) Purify molten steel. In a long pouring time, the temperature of the molten steel is basically unchanged, and the inclusions in the molten steel are further raised. Avoid contact between molten steel and air, and avoid oxygen and nitrogen absorption.
Refractory Materials for Tundish
Refractory materials for tundish can be divided into three categories in terms of function.
The first category is lining materials. It is mainly composed of the thermal insulation layer, permanent layer, and working layer.
The second category is steady flow components. Including slag weir, slag baffle, impact plate, etc.
The third category is the flow control part. There are stoppers, sliding nozzles, sizing nozzles, and intrusive nozzles.
For billet continuous casting, the core of efficient continuous casting is high drawing speed. This requires that on the basis of the quality of the molten steel meeting the requirements, the continuous operating rate of the continuous caster and the casting speed should be increased as much as possible. To achieve higher billet temperature and cast billet quality. These technical indicators put forward two requirements for tundish refractories, one is a high performance, and the other is long life.
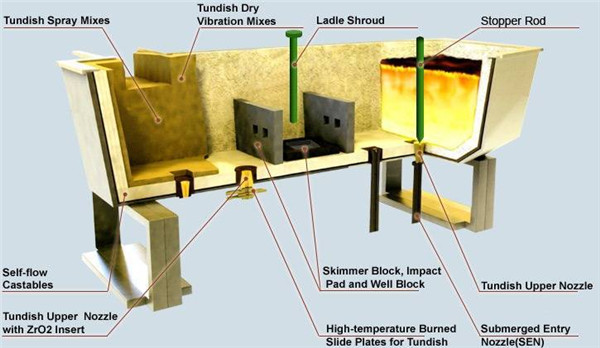
Composition of the Refractory Lining in the Tundish
The tundish is lined with refractory materials and generally includes the following parts. Refractory materials for different parts of the tundish are introduced respectively.
(1) Insulation layer (10-30mm), this layer is next to the steel shell of the tundish. Asbestos boards, insulation bricks, or lightweight castables are usually used. The best effect is aluminum silicate fiber felt, which has low thermal conductivity and is easy to build. Insulating lining. Insulating lining usually adopts clay bricks or insulating board, some steel mills may have no insulating lining.
(2) Permanent layer (100-200mm), which is in contact with the insulation layer. The material is generally clay bricks. The overall permanent lining is the most common, and the castable is generally high-alumina or mullite self-flowing castable. Permanent lining. The permanent lining is made from low cement or ultra-low cement alumina castable, which contains 60%~80% of Al2O3. The service life of permanent lining is between 200~1000 times, or even more.
(3) Working layer (20-50mm), this layer is in contact with molten steel and is the key part. Nowadays, insulation boards or coatings are commonly used. Insulation panels are generally siliceous, magnesia, or forsterite. The paint is magnesia, magnesia chromium, and magnesia calcium. The paint is sprayed mechanically or applied by hand. Corrosion lining. Corrosion lining is made from magnesia coating mix, insulating boards, or dry ramming mass.
(4) The Well Blocks are inlaid at the bottom of the tundish and used to install the tundish nozzle. The material is usually high alumina.
(5) The material of the bottom of the tundish is basically the same as that of the working layer. The bottom working layer of the tundish is easily damaged by the impact of molten steel, which requires corrosion resistance and wear-resistance. High-alumina bricks or dense high-alumina bricks and alumina-chrome bricks are generally used, and large, high-strength tar magnesia bricks are also used. The impact part of molten steel is reinforced with zircon bricks or prefabricated blocks.
(6) The tundish cover covers the tundish, which can play the role of heat preservation and molten steel splashing. The material is made of clay or high-alumina castable as the cover, usually adopts the alumina-silica castable with 60% of Al2O3.
(7) The slag retaining wall (weir), which is built in the tundish, can be a single wall or a double wall. The material of the slag retaining wall weir is usually high-alumina bricks, but can also be made into prefabricated blocks, and its purpose is to block. In order to improve the cleanliness of molten steel, a molten steel filter can also be installed on the slag retaining wall.
Impaction zone. Impaction zone can use high alumina precast blocks or high alumina bricks, magnesia precast blocks or magnesia carbon bricks can also be used.
Slag baffle. Slag baffles are mainly made from magnesia precast blocks. Magnesia calcium slag baffle which can adhere impurity in steel liquid is also under development.
Stopper. Alumina carbon integral stopper.
Metering nozzle. Zirconia metering nozzle. For small billet continuous casting, metering nozzle zirconia content can reach 94%, bulk density can reach 5g/cm3. Its service life can be longer than 20 hours.
Coating mix. Magnesia calcium coating mix can significantly decrease oxygen content and sulfur content in steel liquid, impurity index can decrease 37%.
Tundish nozzle. Corundum mullite nozzle or alumina carbon nozzle are usually used in the tundish. To avoid blockage during killed steel casting, there is also argon-blowing purging nozzle.
Heating furnace is thermal equipment used for heating steel billets or small steel ingots during steel rolling or steel forging. Heating furnace’s working temperature is usually below 1400℃. For continuous or circular heating furnaces, there are three temperature zones: low temperature zone, middle temperature zone and high temperature zone, i.e., preheating zone, heating zone and soaking zone, the temperature is 800~900℃, 1150~1200℃, 1200~1300℃, respectively.
The main damage reason of furnace lining is temperature fluctuation caused by discontinuous operation or alternative stop and open of furnace. Furnace bottom and furnace wall base part are mainly damaged by chemical reaction of molten iron oxide and firebricks. So different refractory materials should be chosen for different parts. If the working condition of heating furnace is good, the service life will be longer than 2 years.
Heating Furnace Refractory Classification
Alumina silica refractories are usually used in heating furnaces. Working lining of heating furnace is built by alumina silica firebricks, while outer lining is built by lightweight clay bricks, insulating boards and so on. For example, the roof of soaking zone and heating zone can adopt high alumina hoisting bricks. From inner layer to outer layer, furnace wall is built by high alumina bricks, clay bricks, lightweight clay bricks and insulating boards. Heating zone furnace bottom should resist iron oxide slag corrosion, so magnesia chrome bricks or magnesia bricks can be used here. At preheating zone, working layer can choose clay bricks.
With the development of castable, the ratio of casting refractory used in heating furnaces is increasing gradually. It brings great convenience for mechanization and automation. Meanwhile, the service life, heat preservation efficient and integration ratio are increased.
Sliding nozzle system are mainly used in two places, one is at the bottom of steel ladle, plays the role of steel liquid flowing rate control unit, the other is at the bottom of tundish, controlling steel liquid flowing rate from tundish to crystallizer. Sliding gate’s movement is controlled by operation unit, so the hole of up-sliding gate and down-sliding plate can be opened and closed at will, steel liquid flow rate is adjusted in this way.
Sliding nozzle system is composed of well bricks, sprue bricks and sliding gate. As to ladle sliding gate, high quality alumina zirconia carbon sliding gate and alumina carbon sliding gate’s service life is about 2~4 times. For tundhish sliding gate, it should serve a continuous casting cycle, which means the service life is usually below 8 times. For ordinary steel casting, alumina carbon sliding gate and alumina zirconia carbon sliding gate can meet production requirement. For up-long nozzle, corundum bricks, alumina carbon bricks and chrome corundum bricks are usually adopted. Their service life is between 20~30 times.
Ordinary casting sliding gate system refractory
Item
Alumina carbon up nozzle
Alumina carbon mortar
Alumina zirconia carbon sliding gate
Alumina carbon down nozzle
Alumina down nozzle
Application
Steel ladle sliding nozzle
Sliding nozzle masonry
Steel ladle
Steel ladle
Steel ladle
Al2O3 %
90
≥65
≥70
75.6
≥60
F·C %
4.7
4.7
≥7
4.87
/
Fe2O3 %
/
1.60
ZrO2≥6
/
/
Apparent porosity %
4.7
/
2
5.7
13.6
Bulk density g/cm3
3.18
/
3.07
2.86
2.40
Crushing strength MPa
112.3
/
117
105.5
65
Modulus of rupture Mpa
/
3.8(1500℃, 3h)
Refractoriness under load(T2) ℃
>1700
/
≥1700
≥1700
/
Reheating linear change rate %
/
Setting time: 60~150min
Item
Up nozzle well block
Well block
Up nozzle
AC sliding gate
AZC sliding gate
Sliding gate mortar
Material
Corundum
High alumina
Chrome corundum
Alumina carbon
Alumina zirconia carbon
Alumina chrome
Al2O3 %
97
81.5
87
93
77.7
84
Cr2O3 %
/
/
10
/
/
4.5
SiO2 %
/
11
/
6.2
/
4
CaO %
2.4
TiO2: 3.3
/
/
/
/
ZrO2 %
/
P2O5: 2.2
P2O5: 2.0
/
6.5
P2O5: 5
C %
/
/
/
9
8.2
/
Apparent porosity %
/
22
17.5
16
9
/
Bulk density g/cm3
3.0
2.75
3.25
2.79
3.07
/
Crushing strength MPa
>50
80
/
>30
200
/
Modulus of rupture Mpa(1450℃)
2.8
/
/
>7
12
/
Refractoriness under load(T2) ℃
/
>1430
>1700
≥1700
/
/
Reheating linear change rate %(1450℃,3h)
/
1.0
/
/
/
/
Main Damage Reasons of Sliding Gate
Carbon boning sliding gate can be oxidized in middle temperature oxidizing condition and lose strength, the surface of sliding gate will be abraded irregularly. It is the main damage reason of sliding gate.
Another damage reason is thermal shock. Sliding gate will endure strong thermal shock and generate great thermal stress, which can induce sliding gate crack or crushing.
The third damage reason is steel liquid scouring and abrasion. Steel liquid flowing speed is very quick, can take away oxide granule and dissolve carbon in sliding gate, so the diameter of sliding gate’s hole is enlarged.
High Oxygen Steel Casting Sliding Gate
For high oxygen steel casting, alumina carbon sliding gate and alumina zirconia carbon sliding gate’s service life can greatly decline. Sliding nozzle system must have good oxidization resistance, good iron oxide corrosion resistance, as well as thermal shock resistance and abrasion resistance. Through numerous research and application cases, alumina magnesia spinel carbon sliding gate, magnesia spinel carbon sliding gate and magnesia carbon sliding gate are tested to have good service life.
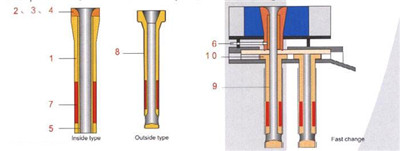
Submerged nozzle ‘s top end connects to the bottom of tundish, bottom end extends into crystallizer, so steel liquid flows from tundish won’t expose to air. The advantages of submerged nozzle are: avoiding steel liquid splashing, reducing impurity entry and protecting steel liquid from oxidization.
Submerged nozzle’s working condition is very harsh, such as very strong thermal shock, steel liquid scouring and erosion, crystallizer protection slag intense corrosion. As protection slag is low melting point, low viscosity material which contains strong corrosive fluorite, K oxide and Na oxide, its corrosion to submerged nozzle is severer than long nozzle, submerged nozzle’s technical requirement is much higher than elongated nozzle.
Submerged Nozzle Types
Silica submerged nozzle is primary used in steel mills, but the corrosion rate is very quick, can only be used in those with lower continuous casting times. Quartz submerged nozzle is not suitable for high continuous casting level or special steel continuous casting mills. Composite submerged nozzle is improved on basis of molten quartz nozzle, slag line adopts composite refractory which has better corrosion resistance to improve service life.
To meet the quick development of continuous casting technique, alumina carbon submerged nozzle is designed. Its service life is significantly prolonged, but thermal shock resistance of alumina carbon submerged nozzle is not very good. To meet thermal shock resistance, some ratio of mullite and molten quartz are added into alumina carbon submerged nozzle. Composite submerged nozzle, such as alumina zirconia carbon submerged nozzle, zirconium boride submerged nozzle are developed, which have good slag corrosion resistance and steel liquid corrosion resistance.
Submerged Nozzle Physiochemical Index
Item
Composite submerged nozzle-1
Composite submerged nozzle-2
Quartz submerged nozzle
Main body
Slag line
Purging part
Main body
Slag line
Material
Al2O3-C
ZrO2-C
Al2O3-C
Al2O3-C
ZrO2-C
Quartz
Al2O3 %≥
48
/
80
45
/
/
C %≥
30
15
15
20
12
/
ZrO2%
/
77
/
/
80
/
SiO2 %
≤15
/
/
≤20
/
≥99
Apparent porosity %≤
17
18
/
20
18
19
Cold compression strength Mpa ≥
17
/
/
16
/
40
Cold rupture strength Mpa
≥6
/
/
≥4
/
/
Thermal shock resistance/ times
≥5
/
/
≥5
/
≥5
For aluminum killed steel casting, nozzle will be blocked by clots, so argon blowing method can be used to avoid this problem, inner lining of submerged nozzle can adopt carbon free refractory and calcium zirconate to get better performance. Submerged nozzle also has another important problem, i.e., surface oxidation, which can make submerged nozzle lose structural strength and damaged. So, a layer of anti-oxidation material can be coated to the surface of submerged nozzle.
Continuous casting system stopper is installed above tapping nozzle. Through adjusting the gap between stopper and nozzle, steel liquid flowing speed can be controlled. The earliest sleeve bricks of stopper are high alumina bricks or clay bricks. Stopper end is made by alumina carbon refractory. They need to assemble with steel structural controlling rod for using. The service life of combined stopper is not very high, usually less than 6 hours. The main damage reasons of stopper are: On one hand, steel structure is softened in long term high temperature environment and loses controlling effect, on the other hand, sleeve brick is corroded too quickly. To solve this problem, steel controlling rod should have good high temperature performance, sleeve brick should have excellent corrosion resistance and stopper end should properly match with nozzle bowl part.
Another method to solve the problem of combined stopper’s low service life is adopting integral stopper, i.e., alumina carbon integral stopper. Alumina carbon integral stopper is made by isostatic pressing molding, solidifying, mechanical processing and carbonizing, there is no metal rod in alumina carbon stopper and avoids the problem of metal rod softening. The service life of alumina carbon integral stopper can reach to 10h. But stopper end and nozzle bowl part will be scoured irregular and not smooth, it will cause difficulty for flow speed control, or even can’t close. That is key factor constraining the service life of alumina carbon stopper.
Continuous Casting System Stopper Physiochemical Index
Item
Chemical composition (w %)
Cold CS/Mpa ≥
Apparent porosity % ≤
High Temp. rupture strength Mpa
Thermal shock resistance /times
Al2O3 ≥
C≥
ZrO2
SiO2
MgO
Integral stopper
60
25
/
/
/
16
19
≥5
≥5
55
23
/
/
/
15
/
≥4
≥5
Combined stopper
Sleeve brick
60
/
/
≤30
/
40
18
/
≥20
Sleeve brick
42
/
/
≤52
/
40
18
/
≥20
Stopper end
80
10
/
/
/
40
18
≥12
/
Stopper end
75
10
≥6~9
/
/
40
6
≥12
/
Composite stopper
Main body
60
25
/
/
/
16
19
≥5
≥5
Slag line
/
14
/
/
80
30
5
≥10
/
Slag line
75
10
≥6~9
/
/
25
10
≥8
/
End
/
5
≥90
/
/
/
/
/
/
End
85
5
/
/
/
/
/
/
/
Continuous Casting System Stopper applications
For steel mills using converter to produce ordinary construction steel , steel liquid supply is sufficient, it needs the long service life of stopper, the longer the better. For steel mills producing special steel, different types of steel have different corrosion to stopper, so stoppers which can resist different kinds of steel liquid corrosion is needed. For this reason, slag line part of stopper adopts magnesia carbon refractory, stopper end part adopts alumina zirconia carbon refractory.