Different types of alumina bricks (such as β-alumina bricks and hollow alumina sphere bricks) may differ in their specific properties. For example, β-alumina bricks offer better resistance to alkali vapor corrosion, while hollow alumina sphere bricks excel at being lightweight and providing excellent thermal insulation. RS Alumina Bricks Manufacturer supplies high-quality alumina bricks. Contact RS Factory for free samples and quotes.
Alumina bricks typically have a refractoriness exceeding 1900°C, maintaining stable physical and chemical properties in high-temperature environments. They are suitable for use in high-temperature industrial furnaces and melting furnaces, where they can withstand long-term high temperatures without deformation or damage.
High Mechanical Strength
They possess high compressive and flexural strengths, reaching approximately 250 MPa at room temperature and maintaining a strength of approximately 150 MPa at 1000°C. They can withstand mechanical and thermal stresses at high temperatures.
Good Chemical Stability
They are chemically stable and highly resistant to corrosion from acids, alkalis, salts, and other chemicals, especially at high temperatures. They are particularly resistant to corrosion from a variety of molten metals and chemicals. They are suitable for applications in chemical and metallurgical industries, where corrosion resistance is critical.
Low Thermal Conductivity
With low thermal conductivity, they offer excellent thermal insulation properties, effectively reducing heat transfer and lowering energy consumption. They are often used as insulation layers in high-temperature furnaces to improve energy efficiency.
Thermal Shock Resistance
High thermal shock resistance allows it to withstand rapid temperature changes without cracking or damage. Suitable for equipment subject to frequent startups and shutdowns or large temperature fluctuations.
High Purity and Low Impurity Content
High-purity alumina bricks (e.g., Al₂O₃ content ≥98%) have low impurity content and greater chemical stability, making them more resistant to chemical reactions and corrosion at high temperatures.
Good Electrical Insulation
With excellent electrical insulation properties, they can be used in the manufacture of high-temperature electrical insulation components, such as spark plug insulators and electronic component substrates.
Why are Alumina Ceramics Both Insulators and Conductors?
Common sense suggests that thermal insulation and thermal conductivity should be two distinct entities. For example, cotton is insulating and can be made into cotton-padded clothes, while iron is conductive and can be used in frying pans. The reverse is not true. However, in the real world of refractory materials, we see a different phenomenon: the same material can be used for seemingly opposite purposes: insulation and thermal conductivity. This is the case with alumina ceramics. Alumina ceramics can be made into insulating bricks for high-temperature kilns and heat sinks for electronic products like LED lights.
To answer this question, we need to consider two aspects.
First, as the question above suggests, the thermal conductivity of materials does vary. The most typical example is the difference in thermal conductivity at different temperatures. Take alumina, for example. As the temperature rises, its thermal conductivity decreases. At 1200°C, its thermal conductivity is only about half that at 400°C. However, alumina’s thermal conductivity is not insignificant: at room temperature, it’s 20-30 W/m•K. Even if this decreases by more than half, it still leaves about 10 W/m•K, which is higher than the thermal conductivity of many materials. Therefore, this small change seems insufficient to explain why alumina can both insulate and conduct heat. A more convincing explanation is needed.
Therefore, we need to consider the second, and most important, aspect. Alumina’s ability to both insulate and conduct heat stems from structural changes. In other words, the internal structure of alumina ceramic differs when used as an insulator and a conductor.
When used as an insulator, alumina ceramic’s most significant structural characteristics are its porosity and low density. For example, when made into hollow alumina sphere bricks, the thermal conductivity of air is very low, and so is the thermal conductivity of hollow alumina sphere bricks. Some may ask, since air has a very low thermal conductivity, why bother incorporating air into the alumina material? This is because, while air has a low thermal conductivity, it cannot prevent thermal radiation. Just as the thermal conductivity of a vacuum is zero, heat from the sun still travels through it to Earth. Porous alumina blocks both heat conduction and radiation, effectively providing insulation and heat preservation. For example, a study reported that a type of alumina microporous ceramic has a density of only 0.6g/cm3, a porosity of 85%, and a thermal conductivity of only about 0.3W/m•K at 1200℃.
However, when alumina is made into thermally conductive ceramics, the requirements are completely different. The first requirement is high density—the higher the better. High density reduces pores, allowing the ceramic grains to bond tightly together, facilitating heat conduction. The second requirement is high purity. The higher the purity, the higher the thermal conductivity. For example, a ceramic with a 99% alumina content can achieve a thermal conductivity of ~26 W/m•K, while when the alumina content drops to 95%, the thermal conductivity drops to only ~20 W/m•K. This is because ceramics with low alumina content have a higher glass content, and glass has lower thermal conductivity, resulting in a lower overall thermal conductivity. Of course, cost is also a factor in practical applications. While high-purity alumina ceramics offer high thermal conductivity, they also come at a higher price. Therefore, alumina ceramics should be selected based on the product’s requirements, rather than simply pursuing high purity.
In addition to high purity and a dense structure, alumina ceramics used as heat sinks often have specific requirements for their external shape. For example, when making an LED heat sink, it often has a fin structure to increase the surface area and facilitate heat dissipation into the air, thereby achieving better heat dissipation effects.
Refractory precast shapes offer advantages such as convenient and fast on-site construction and a long service life, making them increasingly popular in high-temperature industrial furnaces. The production process for refractory precast shapes is relatively simple, essentially following a series of steps including batching, mixing, molding, and drying. However, production often presents challenges. Rongsheng Refractory Factory has identified several solutions for these common production issues.
Pulverization of Impurities in Bauxite Clinker
Bauxite clinker is a commonly used refractory raw material, and its quality significantly impacts the performance of refractory products. Bauxite clinker, also known as bauxite clinker, is produced by high-temperature calcination of bauxite ore. Its Al2O3 content should be greater than 50%. The impurity content in the product should not exceed 2%, and foreign inclusions such as limestone, loess, and high-calcium and high-iron materials must be avoided. Due to the geological distribution of raw bauxite, it is often associated with limestone and loess. Inadequate post-calcination sorting can lead to the inclusion of impurities such as limestone in the bauxite clinker. Once used in refractory prefabricated parts, the limestone can pulverize during the mixing, forming, drying, firing, and final use, resulting in localized pitting defects. This can affect not only the product’s appearance but also its internal quality. Therefore, before using bauxite clinker, it is necessary to test its pulverization rate. The method used is to take a weight of M1 of bauxite clinker particles (particle size + 3 mm) and immerse them in water for a period of time. The material is then dried at 110°C and passed through a 3 mm sieve. The weight of the particles above the sieve is M2. The pulverization rate can be expressed as:
Pulverization rate (%) = (M1 – M2) / M1 × 100%
A pulverization rate of no more than 0.20% is recommended. If the measured pulverization rate is too high, pretreatment of the raw material is necessary to ensure product quality. This can be achieved by soaking it in water, drying it, and screening it before use.
Pulverization of Brown Corundum
Corundum is increasingly being used as refractory aggregate and powder in monolithic refractories, achieving significant results. Corundum is generally produced from industrial alumina or bauxite through sintering or electric melting. It includes white corundum, sub-white corundum, tabular corundum, high-aluminum corundum, and brown corundum. Brown corundum is produced using electric melting, using light-burned high-aluminum material, coal, and iron scrap as its primary raw materials. The smelting process is divided into two types: shelling furnace and pouring furnace. Shelling furnaces produce material with significantly different crystallinity levels in different parts, and the iron distribution is also wider. Brown corundum produced in pouring furnaces offers uniform quality and good bulk density. However, this uniformity requires less grading, and overall performance may be slightly lower. Based on practical experience, brown corundum produced in shelling furnaces has a much higher probability of pulverization than that produced in pouring furnaces. Using brown corundum with a high pulverization rate to produce preforms can cause localized surface pulverization and cracking after high-temperature firing. It not only affects the quality of the product, but also greatly reduces the firing qualification rate and increases production costs. Since the use of brown corundum with high powdering rate has serious quality risks, it is necessary to test its powdering rate.
Currently, there are no methods or standards for testing the powdering rate. This article uses the following two methods:
Qualitative testing: For each incoming batch of brown corundum, a preformed product is formed according to a specific formula. After drying, it is sintered at a low temperature of 600°C or 1000°C to observe whether it exhibits cracking, thereby determining whether the batch of brown corundum has been powdered.
Quantitative testing: A sample of a certain particle size (3-1 mm) is taken, weighing M3. This sample is boiled in a pressure cooker for 60 minutes (or heated in an electric furnace at 1000°C for 1 hour). After drying, the sample is observed for changes in color and size. The weight of the material passing through a 1 mm sieve is recorded as M4. The powdering rate can then be expressed as:
Powdering rate (%) = (M3 – M4) / M3 × 100%
A powdering rate of no more than 0.10% is considered acceptable. The standard for controlling the powdering rate may vary for different refractory products.
Delamination of Magnesium-Aluminum Preforms Containing Silicon Micropowder
During the production of magnesium-aluminum preforms containing silicon micropowder, surface delamination often occurs on the molded surface, leading to delamination of the finished product. This can seriously impact the service life and yield of the refractory product. There are two types of SiO2 micropowder: one made from high-purity silica and the other a byproduct of producing metallic silicon or ferrosilicon. The latter is the silicon micropowder commonly used in refractory materials. It is hollow, spherical, active, non-agglomerated, and has good filling properties. It undergoes a pozzolanic reaction at room temperature and forms mullite with Al2O3 at high temperatures, both of which contribute to increased castable strength. However, it must possess stable physical and chemical properties; otherwise, the product’s performance will be affected. During the production of refractory preforms, changes in silicon micropowder batches often cause fluctuations in the moldability of the finished product. The most obvious manifestation is delamination of the finished product after molding.
To address this delamination issue, the silicon micropowder used is first screened to homogenize its composition. Secondly, during the mixing process, increase the amount of retarder, appropriately increase the amount of water added, and appropriately extend the wet mixing time before molding. Finally, appropriately lower the curing temperature of the product, which can basically solve the problem.
Flashing of Corundum-Spinel Preforms Containing Aluminum Micropowder
α-Al2O3 micropowder is a commonly used refractory powder in the production of monolithic refractories. Ultrafine α-Al2O3 powder is produced by calcining industrial alumina. Its characteristics include good dispersibility, small particle size, easy sintering at high temperatures, and minimal volume effect. In production, corundum-spinel preforms containing aluminum micropowder often develop a layer of milky white liquid and honeycomb-like pits on the molding surface during curing after molding. These pits are accompanied by bubbles escaping from the pits. Removing the liquid from the molding surface reveals that the molding surface is essentially composed entirely of powder. This phenomenon is known as flashing. The thickness of the powder layer on the molding surface varies depending on the degree of flashing.
Flashing is more pronounced in winter, posing a serious quality risk to prefabricated refractory components. This can lead to uneven microstructure, low strength, decreased thermal shock and corrosion resistance, and a shortened service life. Extensive investigation and analysis have revealed a correlation between flashing and the content of the metal oxides K₂O and Na₂O in the raw aluminum micropowder. When this content is above 0.2%, flashing is virtually nonexistent when forming prefabricated components using this aluminum micropowder mix. However, when this content is below 0.1%, flashing is inevitable and can be quite severe.
Flashing can be alleviated or resolved through the following methods:
① Reduce the normal water addition by 0.1-0.3 percentage points.
② Adjust the ratio of retarder to accelerator, increasing the accelerator while reducing the retarder.
③ Appropriately increase the curing temperature after forming.
④ When mixing, add a small amount of fused magnesia fine powder, and the amount added should not exceed 0.5%.
High-Temperature Treatment of Embedded Hook Prefabricated Parts
High-temperature treatment of embedded hook prefabricated parts is a common problem in the production of refractory prefabricated parts. The high-temperature treatment temperature here refers to temperatures above 1100°C. Therefore, direct firing is not an option, as is typical. Certain protective measures must be taken to prevent oxidation during firing of the metal hooks.
To this end, tests were conducted using rebar segments of the same thickness as the hooks. Three approaches were tested: charcoal embedment, coating the rebar segments with an anti-oxidation coating, and wrapping the rebar segments with refractory wool, followed by a castable as an external anti-oxidation layer.
Firing in a high-temperature furnace revealed that the rebar embedded in charcoal embedment remained intact. The rebar coated with anti-oxidation coating exhibited the most severe oxidation. The rebar segments with castable as an external anti-oxidation layer experienced partial oxidation due to microcracks in the castable during firing, resulting in an oxide layer thickness of 1-2 mm.
This demonstrates that charcoal embedment is the optimal approach. During the carbon burial treatment, it should be noted that partial or full carbon burial treatment should be performed according to the structural characteristics of the prefabricated parts.
What are the reasons? Why the service life of honeycomb ceramic heat storage bodies not long? At present, the service life of honeycomb ceramic heat storage bodies is not very long. The main problems that occur during use are melting, softening, rupture, blockage, and corrosion. There are special cases where a large amount of fragmentation occurs after only one week of use, and there are also those whose service life reaches 2 years due to the large heating capacity or the low service temperature. However, the service life of most heat storage heating furnaces is generally 8-12 months, and the average life is generally short. Common reasons for damage to the honeycomb ceramic heat storage body and short lifespan are analyzed as follows:
Blockage of small holes is one of the most common causes of damage to the honeycomb ceramic heat storage body. After the small holes of honeycomb ceramic heat storage bodies are blocked, it not only directly causes a significant reduction in its heat storage and smoke exhaust performance. It also causes uneven smoke exhaust and heat exposure of the honeycomb ceramic heat storage, which can easily cause cracks and aggravate its damage.
The Small Holes of Honeycomb Ceramic are Blocked
Low load softening temperature
If the load softening temperature is low, during long-term use in normal high temperature environments or when abnormal high temperature occurs, the lower honeycomb ceramic heat storage body will not be able to withstand the combined effect of high temperature and load, and will soften, compressive deformation. This causes the row of honeycomb ceramic heat storage bodies to collapse, and even causes the adjacent honeycomb ceramic heat storage bodies to collapse together, resulting in the blockage of the lower heat storage chamber. The upper part forms a high-temperature channel gap without honeycomb ceramic heat storage body, and the high-temperature flue gas is directly discharged. The heat in the flue gas cannot be effectively recycled, the smoke exhaust temperature is high and the heating capacity is significantly reduced.
Local high temperature and secondary combustion
Under normal circumstances, although the furnace temperature exhaust gas exhaust temperature does not exceed 1300℃, the combustion temperature of the flame is much higher. According to the fuel combustion temperature calculation, when the blast furnace gas is preheated to 1000℃, its flame combustion temperature can reach 2400℃. The flame combustion temperature of high-calorie gas fuels, such as natural gas and acetylene, can be as high as 3000℃. Therefore, when secondary combustion or local high temperature channels appear in the heat storage chamber, the temperature it receives has exceeded the load softening temperature and the refractory tolerance limit. The honeycomb ceramic heat storage body will naturally soften, even shrink holes, or severe ablation into clusters.
The honeycomb ceramic heat storage body ablation into clusters
Poor corrosion resistance and poor slag resistance
The honeycomb ceramic heat storage body near the first row of the high temperature side reacts with the molten iron oxide or iron oxide small particles brought by the flue gas. The crystal phase inside the honeycomb ceramic heat storage body changes, causing the refractory resistance, load softening temperature, and slag resistance to a sharp decline. Adhesion, shrinkage, blockage or even collapse occurs between each other.
Poor ability to withstand cold and heat
Due to the frequent heat storage and heat release of honeycomb ceramic heat storage bodies, the temperature changes are severe, causing the walls of the honeycomb ceramic heat storage bodies to be subjected to tensile and extrusion stress alternately. And cracks are generated by the action of thermal stress, and severe fractures will occur. At the same time, collapse will also occur, resulting in the blockage of the lower part of the honeycomb ceramic heat storage body and a hollow space on the upper part, which cannot be used normally. Therefore, the working characteristics of the honeycomb ceramic heat storage body with frequent changes in heat force are the main reasons for its shorter life.
Poor volume stability at high temperature and large deformation of refiring
During use, most honeycomb ceramic heat storage bodies are installed in cold state and used in hot state. Since the honeycomb ceramic heat storage body has poor high temperature volume stability and large refiring deformation and shrinkage, a gap without honeycomb ceramic heat storage body will be formed on the upper part of the heat storage chamber during use. At this time, the honeycomb ceramic heat storage body itself is not damaged, but most of the flue gas slips directly from the upper gap and gradually forms a high-temperature channel in the upper part of the heat storage chamber. The high temperature causes the nearby honeycomb ceramic heat storage body to rupture, and the channel further expands, thereby accelerating the rupture and damage of the honeycomb ceramic heat storage body.
Biased flow problem
In the heat storage chamber, the heat exchange process is roughly as follows: in the exhaust stage, when the flue gas flows through the honeycomb ceramic heat storage body, the sensible heat is stored in the honeycomb ceramic heat storage body, heating the honeycomb ceramic heat storage body. In the combustion stage, the air (or gas) is heated when it flows through the honeycomb ceramic heat storage body, and the residual heat is brought back to the furnace. In any of the above stages, if the gas has a biased flow in the heat storage chamber, after several reversals, it is easy to cause local high temperature of the honeycomb ceramic heat storage body and generate thermal stress. When the temperature stress generated exceeds its tolerance limit, the honeycomb ceramic heat storage body will break.
Fire barrier brick problem
The fire barrier brick plays a dual role of fixing and fire barrier protection for the honeycomb ceramic heat storage body, so it also has an important impact on the service life of the honeycomb ceramic heat storage body. If the material selection or shape and size design of the fire barrier brick is improper, there will be problems such as low brick strength or excessive gap, which will cause the honeycomb ceramic heat storage body to directly contact the flame or secondary combustion. As a result, the honeycomb ceramic heat storage body is prone to rupture, collapse, melting, softening and other problems.
Influence of water vapor in gas pipeline
When a large amount of condensed water is precipitated from the end of the gas pipeline and enters the heat storage chamber, or when the cooling water pipe in the furnace breaks and flows into the heat storage chamber along the furnace wall, the heat storage body in a high temperature state is very easy to break when encountering liquid water. At the same time, when water enters the heat storage chamber, the viscosity of dust impurities in the fuel gas and iron oxide powder in the flue gas increases, and chemical changes occur, increasing the corrosiveness of impurities. Therefore, it is easy to cause blockage and corrosion of the honeycomb ceramic heat storage body, which accelerates the shortening of the service life of the honeycomb ceramic heat storage body.
Although there are many types of industrial furnaces, in terms of basic structure, they mainly include three parts:
① Heating system: including equipment systems that provide various heat sources to the materials in the industrial furnace. Such as: energy medium pipelines and equipment systems, power transmission system transformer equipment, etc.
② Industrial furnace body: This is the basic structure of the industrial furnace. Generally includes frame support structure, furnace structure, material conveying system, etc.
③ Smoke exhaust system: mainly includes flue, chimney, heat exchanger, and smoke exhaust auxiliary equipment etc.
④ Other supporting equipment.
Design of Industrial Furnace Lining Structure
The basis for completing the furnace construction material to the furnace lining structure when designing the industrial furnace furnace lining structure is a key procedure for achieving the purpose of the equipment process. kiln brick lining. Here, we mainly introduce the furnace lining structure with refractory materials as the main material. During the design process of furnace lining, the following aspects are usually needed:
(1) Reasonable furnace size. This is determined by the production process served by industrial furnaces, and the furnace size is subject to process requirements and the overall design of the equipment. The furnace size is the basic condition for the industrial furnace production process. The rationality of the furnace lining size directly affects the production of the entire process.
(2) Stable structural form. Due to the special purpose of industrial furnaces, the furnace lining is generally heated on one side. When the furnace lining is in such extreme temperature difference environment for a long time, it may cause structural damage, stress deformation, or form a melting state on the hot surface, the furnace lining structure will be greatly tested. Therefore, the stability of the furnace lining structure is a key indicator of the furnace lining design.
Refractory brick masonry is composed of refractory bricks and refractory mud. kiln brick lining is the most traditional and widely used masonry structure in industrial furnace body structure. When constructing or building an industrial furnace body structure with refractory bricks, first of all, refractory bricks and refractory mud should be selected according to the design or original structural requirements. Then the masonry structure is constructed according to the design drawings. Generally, masonry with refractory bricks is mainly used in the walls, furnace tops, furnace bottoms and pipelines in industrial furnace body structures.
Amorphous Refractory Lining
The so-called amorphous refractory lining means that the main material that constitutes the furnace lining lining is an amorphous refractory material. These amorphous refractory materials mainly include: refractory castables, refractory plastics, refractory spray coatings, etc.
When refractory castable is the main material of the furnace body structure, it is used for working layers such as the side walls, furnace tops, pipeline linings and outer bandages of the furnace body structure. It is also used as an insulation layer between the working layer and the furnace steel structure (such as the furnace shell).
Refractory plastic: In theory, refractory plastic can replace the function of refractory bricks on the main structure of various industrial furnaces. However, in practical application, you still need to study the following issues before making a decision.
① Type and form of furnace: is it a smelting furnace, reactor or heating furnace;
② Furnace structure: furnace top, side wall or bottom; construction thickness, whether there is heat insulation material; height and load condition of the furnace wall, etc.;
③ Operation status of the furnace: furnace temperature and its changes, whether the operation method is continuous or intermittent, whether the heated material is solid or liquid or gas, impact load in the furnace, etc.;
④Economics and construction conditions, etc. In actual industrial furnace furnace structures, refractory plastics are most commonly used in the furnace roof and furnace wall parts of the furnace body.
Refractory spray coating: Because spraying tools have the advantages of being able to be at any angle, anywhere, and forming any geometric shape. Therefore, in the furnace lining design of industrial furnaces, a lining formed by spray coating is often used.
Since the characteristics of spray coatings are basically the same as those of castables, they are also similar to those of castables in structural form. Its application parts in industrial furnace bodies include furnace walls, furnace tops, pipeline lining walls, thermal insulation layers, etc. In order to stabilize the structure of the spray coating lining, different forms of metal anchors or anchor bricks are usually provided in the lining according to specific structural requirements.
Refractory Ceramic Fiber Lining
Refractory ceramic fibers are loose as a semi-finished raw material and can be processed into finished products such as fiber blankets, fiber ropes, fiber paper, fiber boards, fiber fast-tipping (folding modules or laminated modules). After adding the binder, it can be used as a fiber spray coating or fiber castable. Ceramic fibers can be used directly in a loose shape. However, when it exists as a lining, ceramic fibers are often processed into blankets, plates, or blocks for use.
Therefore, in the lining of existing industrial kilns, it is essentially determined that refractory materials must be used to protect the melting changes of the shell. Based on the actual working conditions of each industrial kiln, a mixed body structure of a variety of refractory materials is generally used to extend the life of the furnace lining and save production costs for enterprises.
With the development of large-scale blast furnaces and technologies such as oxygen enrichment and coal injection, the stability of the quality of coke used in blast furnaces has become a key factor restricting the stable operation of blast furnaces. The insulation effect and life of coke oven door bricks directly affect the quality of coke on both sides of the coke oven machine and coke. The mechanization and automation of coke oven operation require the longevity of furnace door bricks. In addition, with increasingly stringent environmental protection standards, the previous phenomenon of fire and smoke from coke oven doors will be eliminated. Therefore, coke oven door bricks must not only have good refractory properties, but also have good insulation effects, corrosion resistance, and overall stable performance.
The refractory materials of coke oven door bricks have developed from traditional clay and lightweight insulation materials to cordierite, mullite and cordierite composite materials with better refractory properties. In addition to the performance of conventional refractory materials, furnace door brick refractory materials must also have better refractory properties than furnace wall bricks. Including thermal shock resistance, lower heat transfer coefficient and density, corrosion resistance, and anti-carbonization performance.
Cordierite Refractory Materials for Coke Oven Doors
Cordierite (2MgO·2Al2O3·5SiO2) is an aluminum magnesium silicate mineral. Cordierite in refractory materials is generally artificially synthesized. Cordierite has a low thermal expansion coefficient, a small thermal conductivity, and a strong compressive resistance. It is currently one of the most commonly used refractory materials for coke oven door bricks.
Early cordierite was generally synthesized from industrial alumina, clay, kaolin, talc, bauxite, coke gemstone, etc. Cordierite has excellent thermal stability, but its high temperature load performance is relatively poor. In order to further improve the high temperature performance of cordierite, cordierite composite materials are currently being studied more. Including cordierite-mullite composite materials, clay-fused quartz, magnesium aluminum spinel-cordierite composite materials, mullite-alumina composite materials, etc. The performance of these refractory materials is significantly better than cordierite materials.
The coke oven door is frequently opened during production, the surface temperature is high, and the coke outlet temperature varies greatly. The lining of the traditional coke oven door in China is mostly made of cordierite bricks and clay bricks, but the service life is not long.
The reason is: the products of the coking process of the coke oven door are complex and the chemical erosion of the products is serious. Diffusion through the pores of the bricks to the inside of the bricks, diffusion destroys the lattice structure of the bricks, reduces the performance of the bricks, and shortens the service life. The temperature of the coke oven door varies greatly, and rapid heating and cooling cause cracks on the surface of the lining bricks, and also damage the corners of the refractory bricks.
Refractory Castables for Coke Oven Doors
If refractory castables are used for coke oven doors, the body density cannot be too large. Because the door is too large and too heavy, the thermal conductivity is high when it is opened frequently. However, lightweight castables have the characteristics of low thermal conductivity, small thermal expansion coefficient and elastic modulus, and good thermal shock resistance. However, the strength is not good, the apparent porosity is large, and it cannot meet the needs. If cordierite material is used as castable, cordierite has high strength and strong resistance to acidic gas erosion, but it is expensive, has high masonry requirements, and is difficult to replace after local damage.
Moreover, during the use of the coke oven, tar will firmly adhere to the surface of the lining, and the thick carbon deposit layer will cause the furnace door to be closed loosely, leaking and emitting fire. If the carbon deposits are cleaned, the mechanical force will accelerate the early damage of the furnace door lining bricks. In recent years, the lining of large-volume coke oven doors has been mostly made of refractory castable prefabricated blocks. The material is clay plus fused quartz composite castable. Because of the combination of this composite property, the refractory castable has strong thermal shock stability. It can withstand the thermal shock and frequent opening of the furnace door during the coke oven production process. In addition, fused quartz has strong resistance to acid gas erosion and carbon deposition.
Clay and fused quartz composite castables are used as prefabricated blocks. Clay materials are cheap and have high strength. When manufacturing molding modules or integral casting, the production process is simple and convenient to use. The introduction of fused quartz with extremely low thermal expansion coefficient into clay plays a dual role of reducing the thermal expansion coefficient and increasing microcracks, and the thermal shock resistance will increase. It is fully adapted to the temperature of frequent opening of the furnace door under acidic high temperature. In addition, the bulk density and thermal conductivity of fused quartz are both low. When fused quartz is introduced into clay materials, the thermal conductivity of the castable is low, and the weight of the furnace door is appropriate, which fully meets the performance of the coke oven door.
While the performance of the composite refractory castable meets the use, it is made into a prefabricated block, which is convenient to construct and has a long service life. Therefore, the use of clay and fused quartz composite refractory castables is most suitable for coke oven doors.
Magnesium refractory materials are alkaline refractory materials, which are widely used in kilns in high-temperature industries such as steel and cement. Magnesium amorphous refractory materials include magnesium castables, magnesium dry vibrating materials (ramming materials), magnesium gunning materials, magnesium refractory mud, etc. Rongsheng Refractory Material Manufacturer, environmentally friendly fully automatic amorphous refractory production line, specializes in providing refractory lining materials for high-temperature industrial furnaces. Contact Rongsheng for free samples and quotes.
Since calcium aluminate cement can form high melting point CaO·6Al2O3 (CA6) with Al2O3. Therefore, aluminum-magnesium castables combined with calcium aluminate cement are widely used in steel ladle.
If MgO-MA alkaline castable combined with hydrated alumina can be used instead, due to the absence of CaO impurities, hydrated alumina and MgO form magnesium-aluminum spinel self-combination during use, its load softening temperature and slag resistance will be better than Al2O3-MA castable combined with calcium aluminate cement, and it is also beneficial to improve the quality of steel.
Another direction of the development of magnesium castable is to form a cohesive bond between SiO2 fine powder, MgO fine powder and water. The advantages of this combined magnesium castable are: due to the addition of SiO2 fine powder, the castable has good fluidity. The gel contains less structural water, and dehydration is gradual during heating, which will not cause damage to the structure. During use, a magnesium castable combined with forsterite is formed. Adding a small amount of ZrO2 or zircon to this castable can also improve the thermal shock resistance of the castable. In addition, magnesium castables that are combined with TiO2 micropowder, Al2O3 micropowder and magnesia fine powder to form M2T-MA solid solution are also being studied and developed. In order to improve the slag resistance of magnesium castables, the method of adding AlN, AION or MgAlON is also used.
Magnesium carbon-containing castables have been affected by the inability of water to wet graphite and the low density of graphite. Using surfactants to change the hydrophobic surface of graphite to hydrophilic may be an important way to solve the problem of carbon-containing refractory castables. In addition, carbon-containing refractory materials used in steel plants are also good raw materials for making magnesium carbon-containing castables, because the particles or powders made from this kind of residual bricks have a high carbon content, uniform C distribution, and are dense.
Alkaline magnesium dry ramming material is widely used in various induction furnace linings and ultra-high power electric furnace bottoms. In recent years, it has been used on the intermediate ladle of continuous steel casting with good results.
Dry ramming material is an amorphous refractory material without liquid binder and water. It does not need to undergo strict maintenance after construction. It mainly relies on baking or heating of high-temperature melt during use to sinter the hot surface of the dry ramming material into a whole, forming a dense working layer with a certain strength. In use, except for the working layer, the rest of the dry material is still an unsintered dense stacking structure. Therefore, it has good thermal insulation performance, and at the same time avoids cracking and perforation caused by stress caused by expansion and contraction of refractory materials during use. In addition, it is also convenient to dismantle. However, dry ramming material is not suitable for kilns with rotation and high furnace height.
The commonly used sintering agent for magnesium and MgO-CaO dry ramming materials is iron oxide. FeO and calcium ferrite have low melting points and will gradually be absorbed by periclase to form a solid solution, namely magnesium fustenite [(Mg·Fe)O]. The impurities of magnesium and magnesium calcium dry ramming materials are SiO2 and Al2O3 respectively, and their content should be as low as possible and should not exceed 1%.
If MgO-CaO dry ramming materials use low-melting calcium silicate or magnesium silicate as a sintering agent. At this time, iron oxide becomes a harmful impurity and should be limited.
For MgO-MgO·Al2O3 dry materials, iron oxide or magnesium silicate can be used as a sintering agent. For Al2O3-MgO·Al2O3 dry materials, iron oxide or low-melting calcium aluminate can be used as a sintering agent.
Magnesium Coating or Gunning Material
Magnesium and magnesium-calcium materials are good for purifying molten steel, so they are widely used in intermediate ladle for continuous steel casting. However, when this kind of coating or gunning material is used for casting low-phosphorus steel, phosphate binders should be avoided. Secondly, since a lot of water is added to the coating, it is necessary to bake at high temperature to remove the water as much as possible to avoid hydrogenation in the first few barrels of molten steel.
For magnesium-calcium coating, the source of CaO can be lime milk [Ca(OH)2], light calcium carbonate, etc. according to the method of segmented decomposition, and high-calcium magnesium sand can be used less.
Drying and Curing of Magnesite Ramming Mass Before Use
During the drying process of amorphous refractory materials before use, the surface moisture is first evaporated by heat, and the heat is conducted from the surface to the inside, causing the temperature of adjacent parts to gradually increase. Due to the evaporation of surface moisture, the moisture (steam) inside the refractory gradually diffuses to the surface to replenish. If the heat supply is too large and the temperature rises too fast, the amount of steam generated per unit time is too much. Due to the poor air permeability of amorphous refractory materials, the internal moisture (steam) is blocked from diffusing outward. At the same time, due to the vaporization of moisture, the volume increases sharply, and a large tension will be generated inside the refractory. If the tension exceeds the compressive strength of the refractory, it will cause the refractory to expand and crack. When the difference between the two is large, it will peel off or explode. Therefore, conventional heating and drying requirements are high, and the performance of the refractory cannot be guaranteed. The magnesite ramming mass used can be dried naturally at room temperature, avoiding the damage of high temperature to the refractory, and effectively guaranteeing the performance of the refractory.
Unshaped refractory is a kind of refractory that can be used directly without firing. It has the advantages of fast construction, simplified process, energy saving, good integrity, easy replacement, etc. It is widely used in the metallurgical field. Among them, ramming material is an unshaped refractory material that is constructed by ramming (manual or mechanical), made of a high proportion of granular material and a low proportion of binder and other components, and hardened under heating above normal temperature. The use of magnesite ramming mass on the top of the electric furnace and the copper water jacket at the flue gas outlet of the oxygen-enriched side-blown furnace not only meets the process requirements, but also reduces production costs.
To purchase high-quality unshaped refractory materials, please choose Rongsheng Refractory Factory. Rongsheng Factory provides refractory lining material services to the world. Customers who have used our refractory materials are all over South Africa, Chile, Egypt, Colombia, Uzbekistan, Italy, Indonesia, Ukraine, Hungary, Spain, Kenya, Syria, Zambia, Oman, Venezuela, India, Peru, the United States, Ethiopia, Iran, Afghanistan, Iraq, etc. Contact Rongsheng Now!
Fused cast refractory materials are highly valued by experts from all over the world because they are particularly resistant to corrosion by glass liquid, slag, etc. and have a long service life. They have been rapidly developed. The biggest advantage of alumina-based fused cast refractory materials (except fused mullite bricks) is that they contain very little glass phase, so they are widely used in glass melting furnaces. In fact, fused corundum refractory materials should include two varieties, namely fused corundum sand and fused cast products. The former is combined to produce sintered corundum products and amorphous refractory materials, while the latter is a product directly cast into a certain shape after melting.
Composition of Alumina-Based Fused Cast Refractory Materials
Mullite fused cast bricks can be made from ferroalumina and other SiO2-Al2O3 natural raw materials due to their high SiO2 content. There are also re-sintered fused mullite made from fused mullite as aggregate.
The alumina raw material used in fused corundum bricks is chemically treated industrial alumina with a small amount of soda ash introduced. Adding a small amount of sodium carbonate to industrial alumina can make α (alpha)-corundum fused cast bricks. Adding a little more sodium carbonate can make α·β-mixed crystal corundum fused cast bricks. Adding a larger amount of sodium carbonate can make β (beta)-corundum fused cast bricks. Industrial alumina and chromium oxide can be mixed to make aluminum-chromium fused cast bricks.
Alumina fused cast bricks are mainly composed of Al2O3, with good crystal development and dense structure. Al2O3 precipitates α-corundum after melting and solidification, and β-corundum precipitates when a small amount of Na2O coexists. Its chemical formula is Na2O·11Al2O3, in which the weight percentage of Na2O to Al2O3 is 5:95. In addition to a large amount of Al2O3 and a small amount of Na2O, α-corundum bricks, β-corundum bricks and α·β corundum bricks contain very few other oxides. There are only two crystal phases: α corundum and β corundum.
The SiO2 content of mullite electrofused cast bricks is above 15%. Therefore, in addition to the formation of corundum crystals, a considerable amount of mullite crystals are also generated. A small amount of other oxides such as Fe2O3 and TiO2, part of which forms a solid solution with mullite, and the other part forms a glass phase with a small amount of SiO2 and Al2O3. The main crystal phases in the brick are corundum and mullite. The glass phase is filled between the crystal phases, and there are also a small amount of aluminosilicate crystal nuclei in the glass phase.
In aluminum-chromium electro-fused cast bricks, part of Cr2O3 dissolves in the corundum solid solution, and the other part forms composite spinel with Al2O3, MgO, and FeO in a certain proportion. There is very little glass phase, and due to the small amount of SiO2, the glass phase does not contain crystal nuclei.
Characteristics of Alumina Electro-Fused Casting Refractory
General Characteristics
The main crystal phase of Alumina Electro-Fused Casting Refractory is corundum, which belongs to neutral refractory.
The specific gravity of α corundum is 3.99, and the specific gravity of β corundum is 3.2, so the bricks containing more α corundum have a higher specific gravity. Mullite electro-fused casting bricks contain mullite crystals with a lower specific gravity. Therefore, the specific gravity is lower, which is similar to that of β-corundum bricks. Alumina-chrome bricks have a higher specific gravity than α-corundum bricks because the corundum crystals contain Cr2O3 solid solution and the specific gravity of spinel is greater than that of corundum.
α-corundum bricks (rarely used) and αβ-corundum bricks have less pollution to glass liquid
There are almost no metal oxides with strong coloring properties such as Cr2O3, Fe2O3, Ti02 in these two refractory materials. Therefore, when in direct contact with glass, the glass liquid will not be colored at all. The glass phase content in the material is below 1.0%, which is the lowest among all refractory materials in contact with glass. The glass phase is the weak link in the refractory. After the refractory is eroded, the glass phase is softened and lost first. As a result, the main crystal phase loses its binding material and becomes loose, entering the glass to become stones and streaks. Moreover, the glass phase often contains bubbles, and as the glass phase is eroded and lost, the bubbles also enter the glass liquid. Therefore, bricks with less glass phase have better corrosion resistance and less pollution to glass liquid.
The main crystal phase of fused corundum bricks is corundum, and the viscosity of the metamorphic layer generated after being eroded by soda-lime glass at high temperature is lower than that of cast corundum bricks. Therefore, the corrosion resistance is not as good as that of zirconium corundum bricks at high temperatures, and it is generally not used in the melting pool wall and liquid flow hole. It is mainly used on the working pool wall and material channel. The temperature in these parts is relatively low, and the main requirement is that the bricks have less pollution to the glass liquid. When these two refractory materials are used in these low-temperature parts, they have less pollution to the glass liquid than zirconium corundum bricks. Compared with α-corundum bricks and αβ-mixed crystal corundum bricks, α-corundum bricks are more resistant to glass liquid corrosion if the porosity is the same. In fact, due to production reasons, some α-corundum bricks have a higher porosity. The corrosion resistance of α-corundum bricks with higher porosity is worse than that of αβ-corundum bricks with lower porosity. Pay special attention to this point. αβ-corundum bricks are often used for the working pool wall bricks.
β-corundum electric fused cast brick has good stability to alkali vapor
β-corundum brick is pure β-corundum crystal, that is, Na2O·11Al2O3 crystal. The crystal is plate-shaped, large, and cross-bonded. The surface of the brick is soft and light-colored, translucent, brittle and fragile. This brick has two major characteristics. The first is good resistance to alkali vapor erosion. The second is good thermal stability.
Alumina will generate β-corundum after contacting with alkali metal oxides at high temperature. Because β-corundum bricks themselves are composed of corundum crystals, they will not react with alkaline oxides. But another point to pay special attention to is that SiO2 will react with corundum as follows:
2SiO2+Na2O·11Al2O3→Na2O·Al2O3·2SiO2+10Al2O3
That is, nepheline and α-corundum are generated. This will make the structure of β-corundum bricks loose and destroyed. Therefore, β-corundum bricks cannot be in contact with SiO2 at high temperatures. This makes this brick unsuitable for use in areas with large dust content, in the upper space near the charging port in a horizontal flame furnace, and in the upper space of the melting pool in a horseshoe flame furnace.
β-corundum bricks have the best thermal stability among all electro-cast refractory materials due to their well-developed crystals, close bonding and cross-linking between crystals, and high porosity. They are very suitable as refractory materials for the rear section of the melting section of a horizontal flame pool furnace (away from the charging port) and the upper space of the working pool. But one thing to note is that their compressive strength is low. If it is used as a sill brick, the span of the sill cannot exceed 6 meters.
Mullite electro-cast refractory has poor performance
Mullite electro-cast brick is the oldest electro-cast refractory. It is inferior to other electro-cast refractory materials, but better than combined refractory materials. It was used as the lower pool wall brick a long time ago to balance the life of the upper and lower pool wall bricks, so as to reduce the cost.
When electro-cast mullite bricks are manufactured, corundum crystals are first precipitated during the cooling process, followed by mullite crystals. These two crystal phases consume most of the SiO2 and Al2O3 in the brick composition. The remaining small amount of SiO2 and Al2O3 coexists with the remaining components, namely Fe2O3, TiO2, CaO, MgO, and Na2O, and finally becomes a glass phase. The glass phase accounts for a large proportion of the brick, and the glass phase contains so many low-melting-point substances. Therefore, the corrosion resistance is worse than other electro-cast refractory materials. In addition, the glass phase contains bubbles and reducing substances, so the generation of bubbles will pollute the glass liquid. On the other hand, electro-fused mullite bricks have better corrosion resistance than sintered refractory materials with the same composition. This is because the mullite in the refractory material will generate corundum and nepheline liquid phases when it is corroded by alkali. The nepheline liquid phase has low viscosity and is easy to lose. As a result, the brick body is damaged. Due to the high porosity of sintered refractory materials, this reaction can penetrate into the interior of the brick body, so it is very destructive. Due to the high density of mullite electro-fused bricks, this reaction can only occur on the surface of the brick, so it has higher corrosion resistance.
Aluminum-chromium (chrome corundum) electro-cast refractory with particularly good corrosion resistance
The glass phase content of aluminum-chromium electro-cast refractory is very low, below 5%. It is surrounded by two crystal phases with good corrosion resistance. One of the crystal phases is corundum enhanced by the presence of Cr2O3. The second crystal phase is a composite spinel composed of Cr2O3, MgO, Al2O3, etc. Both crystal phases are very stable. Therefore, the corrosion resistance of the entire brick is particularly good, three times higher than the high-temperature corrosion resistance of No. 41 zirconium corundum brick, and it is ideal for use as a flow hole brick.
However, due to the extremely strong coloring of Cr2O3, the coloring ability of trivalent Cr is dozens of times higher than that of trivalent Fe, so it can only be used in glass fiber tank furnaces and dark green bottle glass tank furnaces that have no requirements for color. In addition, the thermal stability of this brick is not good, which also limits its use.
Precautions
Poor thermal shock resistance. Electrofused refractory materials are dense and have low porosity. When subjected to thermal shock and uneven heating, there are no pores for buffering and adjustment, so they are very easy to burst. Since the glass pool furnace is operated continuously for a long time, the temperature does not change much, so this shortcoming does not affect the use. However, near the crater, the temperature will change somewhat due to reversing, so pay attention. In addition, pay attention to temporary cooling and furnace repair. The furnace temperature cannot change too much. This type of brick has poor thermal stability. But there are still differences between different varieties.
The order of thermal stability is as follows (when the porosity is the same):
Corundum Mullite Refractory Bricks for Glass Kilns
Corundum mullite bricks for glass kilns are high-quality refractory products. This product uses corundum as the main raw material and mullite as the auxiliary raw material. By adding an appropriate amount of high-purity alumina, ultrafine silicon oxide powder, and additives, it is strongly pressed and formed by a 630T friction press. It is fired at high temperature in an oxidizing atmosphere and can be used for a long time in a high-temperature environment of 1700 degrees. The characteristics of corundum mullite bricks for glass kilns are as follows:
(1) The Al2O3 of corundum mullite bricks for glass kilns is ≥82%, which has good high-temperature resistance. At the same time, the refractory temperature is high, and the load softening temperature is greater than 1700 degrees.
(2) Resistant to chemical erosion, it has strong resistance to acidic solutions or slag.
(3) The Fe2O3 content in the product is ≤0.3%, which is resistant to oxidation. It is not easy to react chemically with gases such as O2, H2, and CO.
(4) Good thermal stability, high temperature volume stability, not easy to expand or shrink.
(5) Good thermal shock resistance, 1100℃ water cooling ≥30 times, resistant to rapid cooling and heating, not easy to peel off.
(6) High compressive strength at room temperature, ≥100Mpa, not easy to wear during transportation or unloading.
Corundum mullite bricks can directly contact flames, resist peeling, and withstand high temperatures. They can be used as working linings for high-temperature industrial furnaces. They are mainly used in petrochemical industry, large and medium-sized synthetic ammonia gasification furnaces and magnetic material gas furnaces, and supporting facilities for high-temperature industrial kilns. Rongsheng Refractory Material Manufacturercan customize refractory lining solutions according to the working conditions of glass kilns. It can also customize and process various shapes of corundum and mullite refractory bricks and products according to the customer’s high-temperature equipment requirements.
Glass melting pools require high temperature, erosion resistant, long life materials. Typical refractories commonly used in this high temperature application are fused cast zirconium corundum (AZS, 40% ZrO2) and zirconium oxide (>80%), which have low apparent porosity (<0.7%) and high bulk density. The microstructure of refractory bricks made by the fusion casting process varies between the surface and the center, and usually contains shrinkage pores. Sintered AZS refractories with high apparent porosity (~20%) are also used in glass processing. Refractory manufacturers, the performance of sintered high zirconium refractories was compared with fusion cast refractories.
Specific process of preparing zirconia refractory materials: Mix deionized water (11.5%) and alumina in a mixer for 10 min to form a slurry. Then gradually add boron oxide and silica fume, and mix for 10 min before each addition. Add nitric acid (diluted to 50:50 with deionized water) to make the pH value of the slurry about 3.5. Add zirconium oxide to the slurry and stir continuously until the zirconium oxide is evenly distributed. Heat the mixed slurry from room temperature to 40-80℃ (oven) and dry it, then pass it through a 100-mesh sieve. The dried powder is uniaxially pressed into a strip sample, and isostatic pressing and extrusion molding can also be used. Sample firing system: 25-1000℃ heating rate 50℃/h. At 1000-1700℃, the heating rate is 25℃/h. Keep warm at 1700℃ for 6-48h. At 1700-1300℃, the cooling rate was controlled to be 50-200℃/h. The cooling rate from 1300 to 1000℃ was 25℃/h. The cooling rate from 25 to 1000℃ was 50℃/h.
Various properties (specific gravity, apparent porosity, flexural strength, XRD and thermal conductivity) of the sintered sample (BZR) were measured and compared with those of industrial fused-cast zirconia (Scimos CZ). Static erosion tests were conducted on the prepared sintered zirconia refractory and commercial fused-cast zirconia samples (Scimos CZ). The crucible with glass-cullet and the refractory sample were placed in a furnace respectively and preheated to 1660℃. After sufficient insulation for a period of time, the refractory sample was placed in the center of the crucible and kept at this temperature for 3 days. After the test, the corrosion loss of the sample was measured at different points. The resistance of the sintered sample at 1500℃ and 1600℃ was measured by the 4-wire method. The microstructures of BZR and Scimos CZ were observed by scanning electron microscope. The comparative experimental results are as follows:
1) After sintering, the sintered zirconia sample was white or slightly milky due to the presence of impurities. Fusion-cast refractory bricks are usually gray due to the use of graphite electrodes during the melting process.
2) The performance of the sample, its specific gravity, apparent porosity, flexural strength and thermal conductivity test results are comparable to those of commercial fused-cast zirconia refractory materials.
3) Static and dynamic erosion tests show that the corrosion resistance of sintered zirconia refractory materials is comparable to or slightly better than that of commercial fused-cast zirconia Scimos CZ.
4) Sintered zirconia refractory materials exhibit high resistivity at high temperatures (1500-1600 ℃), comparable to commercial fused-cast materials (Scimos CZ).
5) The microstructure of sintered zirconia shows that it is composed of fine zirconia particles with glass phases between the particles. The microstructure of the entire brick body is uniform. The fused-cast zirconia microstructure has large grains that vary in size from the surface (smaller) to the center (larger) of the brick body, which are formed during cooling. During crystallization, voids and/or pores form in the center of the specimen, and the glass phase formed in the center and on the surface may have different compositions.
Performance Characteristics of Sintered High Zirconium Refractory Materials for Glass Industry
By mixing nano-glassy precursors with zirconium oxide particles, high zirconium oxide refractory samples of the required size were prepared by pressing (or isostatic pressing, extrusion, etc.) molding process. Then the sintered zirconium oxide refractory (BZR) was prepared by controlling the sintering process. High zirconium oxide refractory has similar specific gravity and lower apparent porosity, similar flexural strength and thermal conductivity to commercial fused-cast refractory. X-ray diffraction patterns show that the main phases of the sample are zirconium oxide phase and glassy amorphous phase. Static and dynamic erosion tests show that BZR has excellent erosion resistance to different glasses at high temperature (1715°C). BZR also shows high resistivity (measured above 1500°C), which is comparable to fused-cast refractory.
Zirconium-containing refractory bricks are refractory bricks made of zirconium oxide (ZrO2) and zircon (ZrSiO4) as raw materials. Zirconia bricks, zircon bricks, zircon mullite and zirconium corundum bricks all belong to this type of refractory bricks. According to different production processes, zirconium-containing refractory bricks are divided into sintered bricks, fused cast bricks and unfired bricks. Zirconium-containing refractory bricks have the characteristics of high melting point, low thermal conductivity, good chemical stability, especially good corrosion resistance to molten glass.
There are several phases in the Zr-O system that are non-stoichiometric solid solutions of oxygen in zirconium and oxides. The stable compound of zirconium and oxygen is dioxide ZrO2. The ion radius ratio in zirconium dioxide is 0.66, which is close to the boundary between the crystal coordination number 8 and 6. The zirconium cation size is large (0.082nm), and in order to achieve 8 coordination, the oxygen ions are as close as possible in the lattice. Therefore, ZrO2 exhibits abnormal coordination. When its coordination number is equal to 7, one of the oxygen atoms occupies the position between the two nodes of the AB lattice. A lattice -8 coordination and B lattice -6 coordination. At high temperature, the Zr-O bond length increases due to the thermal motion of ions at the lattice nodes. This is the result of the transition of oxygen ions from the unit space to the A or B position. At the same time, the 8-coordination of anion vacancies is achieved.
The properties of zirconium-containing refractory materials depend on the properties of ZrO2. The melting point of dense, stabilized zirconium oxide is 2677℃, and the service temperature reaches 2500℃. The bulk density fluctuates between 4.5 and 5.5g/cm3 due to the purity of the raw materials and the manufacturing method. The bulk density of dense zirconium oxide bricks can reach 5.75g/cm3. Sintered zirconium oxide products react chemically with liquid glass. Caustic solutions, carbonate solutions and acids (except concentrated H2SO4 and HF) do not react chemically with zirconium oxide. ZrO2 has high structural strength and has the ability to work at 2200~2450℃ as a lining hot surface.
Zirconia bricks have high mechanical strength, and the strength is maintained up to 1300~1500℃. The thermal conductivity of ZrO2 is much lower than that of all other oxide materials. This property of ZrO2 can be used as a high-temperature insulation layer, and the physical and chemical properties of zirconium-containing refractory bricks.
Mullite-andalusite-cordierite bricks have excellent thermal shock resistance and are widely used in hot blast furnace ceramic burners. This paper conducts comparative tests on kyanite-mullite-andalusite bricks and mullite-andalusite-cordierite bricks to analyze the effect of kyanite-mullite on the performance of ceramic burner bricks.
Kyanite-Mullite on the Properties of Ceramic Burner Bricks
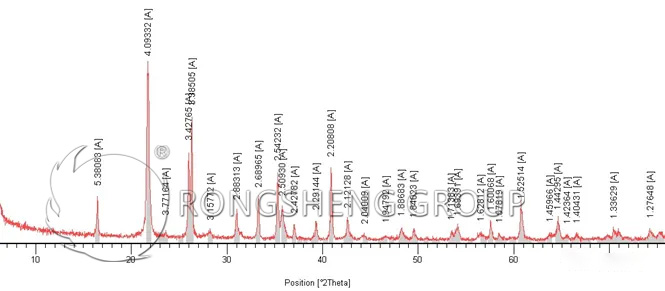
Kyanite-mullite is an artificially synthesized mullite raw material made of kyanite as raw material. The kyanite concentrate is crushed, wet-milled, filtered, squeezed into mud, and calcined at 1550℃-1600℃. The physical and chemical properties of kyanite-mullite are shown in Table 1, and the X-ray diffraction analysis spectrum is shown in Figure 1.
Table 1 Physical and chemical properties of kyanite-mullite
Items
Kyanite-Mullite
Al2O3 %
46.43
SiO2 %
50.16
Fe2O3 %
0.64
TiO2 %
1.20
CaO %
0.22
MgO %
0.16
K2O %
0.72
Na2O %
0.1
Bulk Density g/cm3
2.29
Apparent Porosity %
1.3
Mullite Phase %
60
Glass Phase %
30-40
Figure 1 X-ray diffraction analysis of kyanite-mullite
From Table 1 and Figure 1, it can be seen that kyanite-mullite is composed of 60% mullite phase, 30-40% glass phase and 3-5% quartz phase.
This experiment designed two sets of process ratios. Process No. 1 uses alumina-based mullite, garnet and cordierite as the main raw materials. Process No. 2 uses kyanite-based mullite and garnet as the main raw materials. A 50kg mixer was used for mixing, a 400 t press was used for molding, and a tunnel kiln was used for sintering. The test sample is shown in Figure 2, and the results of the physical and chemical properties test are shown in Table 2.
Figure 2 Test sample diagram
Table 2 Physical and chemical properties test results
Items
1#
2#
Al2O3 %
61.73
61.22
Fe2O3 %
1.00
0.96
Apparent Porosity %
22.8
19.7
Bulk Density g/cm3
2.32
2.42
Compressive Strength MPa
51.9
81.5
Load Softening Temperature ℃
T0.6/0.2MPa
1482
1548℃
Creep Rate %
0.2MPa
1250℃x50h
-0.622
1350℃x50h
-0.457
Reburning Line Change Rate %
1400℃×2h
+0.1、+0.1
+0.2
+0.1、+0.2
+0.1
Thermal Shock Resistance
1100℃, Water Cooling
>100
>100
It can be seen from Table 2 that the chemical compositions of processes No. 1 and No. 2 are similar. The porosity, bulk density, compressive strength and load softening temperature of process No. 2 are significantly better than those of process No. 1. The load softening temperature of process No. 2 is 68°C higher than that of sample No. 1. This is because after the temperature reaches 1460°C, cordierite is completely decomposed into mullite and glass phase. The raw materials of synthetic cordierite used in refractory materials have a high impurity content (in order to expand the temperature range of cordierite formation and promote sintering), so the high-temperature performance is general. Kyanite-based mullite has a low impurity content, a high main crystal phase content, and a good crystal shape. The high-temperature performance (including load softening temperature and creep rate) is much higher than other aluminum-silicon raw materials with the same aluminum content.
The number of thermal shock resistance (1100°C water cooling) of processes No. 1 and No. 2 is greater than 100 times, which meets the requirement of thermal shock performance of ceramic burner bricks > 100 times. The test bricks after 100 thermal shocks are shown in Figure 3. As can be seen from Figure 3, although both can complete 100 thermal shock tests without damage, the number, width and length of cracks in process 1 are significantly smaller than those in process 2. This shows that mullite-andalusite-cordierite bricks have better thermal shock resistance.
Analysis shows that kyanite-based mullite is a mullite-high silica glass composite material. Its well-developed mullite crystals, uniformly distributed network structure and high-viscosity silicon-rich glass phase all have an improving effect on the thermal shock resistance of the material. In particular, the presence of its high-viscosity glass phase can not only reduce the slip between crystals at high temperatures and improve the thermal mechanical properties of the material, but also inhibit crack extension.
Figure 3 Condition of test brick after thermal shock test
The following conclusions were drawn through test data analysis:
The apparent porosity, bulk density, load softening temperature and creep rate of kyanite-mullite-andalusite bricks are better than those of mullite-andalusite-cordierite bricks.
The thermal shock of kyanite-mullite-andalusite bricks is greater than 100 times, which can meet the most demanding thermal shock requirements of hot blast furnace ceramic burners. However, mullite-andalusite-cordierite bricks have better thermal shock resistance.
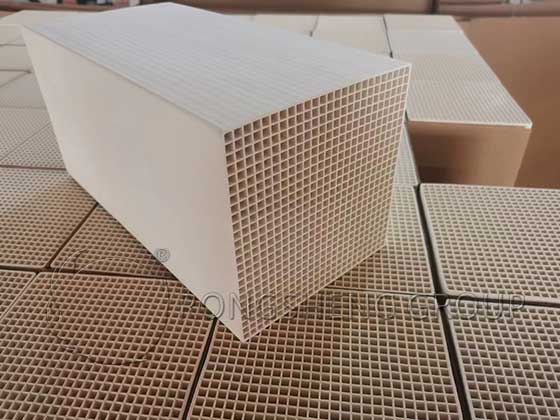
Semi-cordierite bricks are a type of refractory material with cordierite (2MgO·2Al2O3·5SiO2) as the main component. Pure cordierite contains 13.7% magnesium oxide (MgO) and has the following characteristics: Low thermal expansion coefficient of 3×10-6/℃. Due to the low thermal expansion coefficient, cordierite materials generally have excellent thermal shock resistance.
Pure cordierite is an expensive material, so semi-cordierite materials with lower purity are often used as substitutes. Semi-cordierite materials also exhibit a lower thermal expansion coefficient.
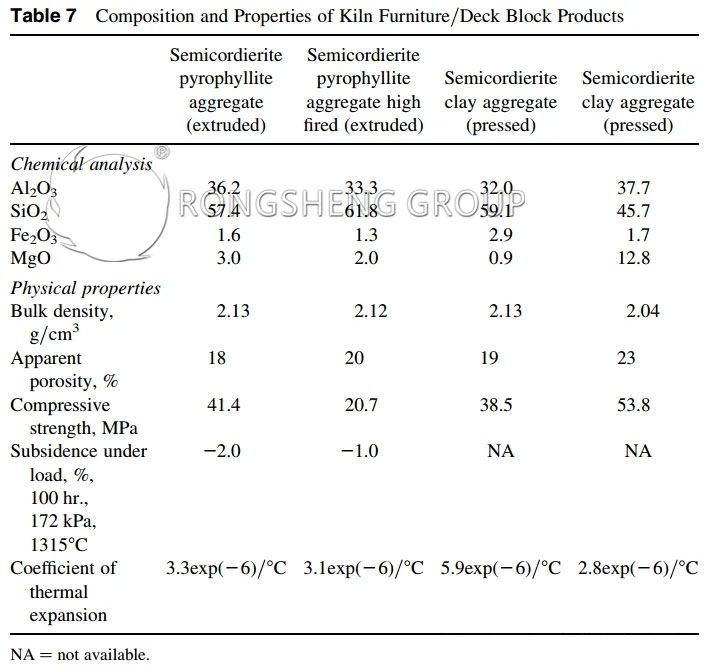
Semi-cordierite materials are often used as kiln furniture, kiln car fixing blocks and ceramic parts for ceramic kilns. In some cases, alumina-silicate materials are also used for the same product applications. Table 7 lists the characteristics of some semi-cordierite products used for kiln furniture/kiln blocks. The maximum service temperature of these products is generally 1200℃ or higher.
Table 7 shows the relationship between magnesium oxide content and thermal expansion coefficient. When magnesium oxide content is very low, the thermal expansion coefficient is close to that of clay brick or mullite [about 6×10-6/℃].
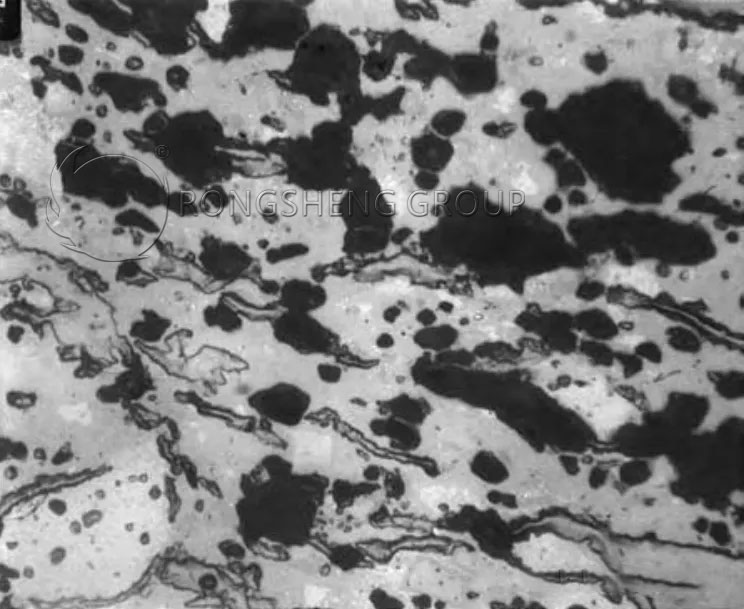
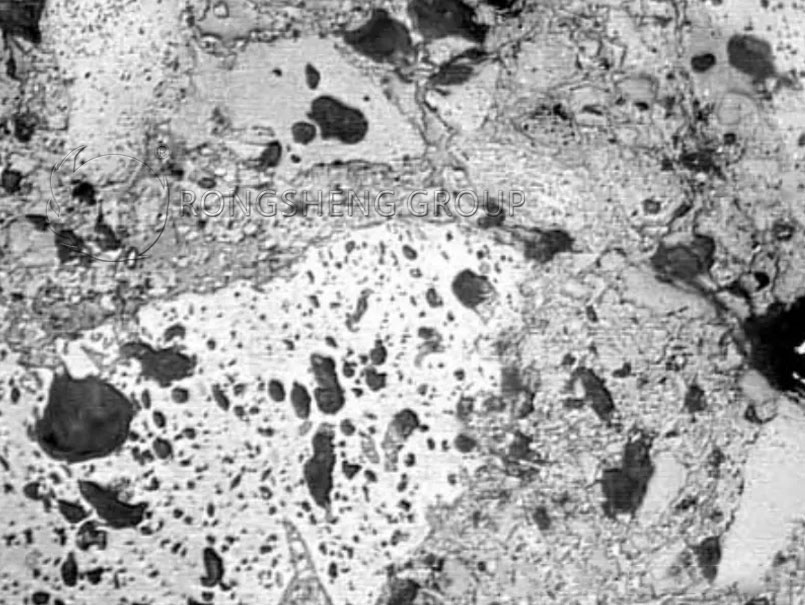
Figures 5 and 6 show the microstructure of typical products of this type.
Figure 5 Microstructure of semi-cordierite extruded into pyrophyllite
Figure 6 Microstructure of clayey semi-clay pressed brick
The microstructure of semi-cordierite material shows “crack-shaped” pores, which are typical of extruded clay products (Figure 5). It is not obvious from this micrograph that the size of the pyrophyllite aggregate particles is large, sometimes approaching 3 to 4 mm. In contrast, the microstructure of the pressed semi-cordierite material shows that the refractory aggregate particles are surrounded by a sintered clay matrix and the pores are mainly round (Figure 6). Many authorities believe that the presence of fine round pores improves thermal shock resistance. Therefore, a pressed product with a magnesium oxide content of about 0.9% (Table 7) may have similar properties to an extruded product with a magnesium oxide content of 3.0%.
The typical impurity in semi-cordierite bricks is cristobalite. When the refractory material is fired at a temperature of at least 1300°C, the “free” silicon dioxide (SiO2) or quartz in the raw material is converted to cristobalite. By reference to the MgO-Al2O3-SiO2 phase equilibrium diagram (not shown), it can be seen that free cristobalite is an equilibrium phase unless the composition of the product is exactly the same as pure cordierite. Too high a cristobalite content will cause “caking” and reduce the life of the kiln furniture/kiln blocks. Cristobalite is conveniently determined by X-ray diffraction (XRD) or thermal analysis (TA) techniques.
Kiln furniture (saggers, shelves, push plates, etc.) is a tool used to space, support, cushion and protect the baked blanks in the industrial kiln during the baking process. The development of high-performance kiln furniture is of great significance for the firing of high-quality products. Since fused mullite has good thermal shock resistance, high-purity fused mullite is the best raw material for preparing high-quality kiln furniture.
Mullite-corundum kiln furniture
Mullite-corundum refractory material is one of the mainstream materials of kiln furniture at present. It has good high temperature strength, thermal shock resistance and chemical stability, and is particularly suitable for supporting soft magnetic (ferrite) materials and electrical insulating ceramics. Using M75 fused mullite and fused corundum as aggregates, aluminum glue, α-Al₂O₃ micropowder and SiO₂ micropowder as bonding matrix, mullite-corundum high temperature push plate with good thermal shock resistance was prepared. After 2 thermal shocks (1100℃⇌water cooling), the flexural strength retention rate was 78%, and no fracture occurred after 23 thermal shocks. The thermal shock resistance of corundum-mullite kiln furniture can be further improved. The mechanism of improved thermal shock resistance is: zircon decomposes into ZrO₂ and SiO₂ during the firing process. On the one hand, SiO₂ migrates outward from the ZrO₂ aggregate, and closed pores are generated at the position of SiO₂. On the other hand, the annular microcracks caused by thermal mismatch between ZrO₂ aggregates and the surrounding mullite matrix can disperse the stress generated during thermal shock cycles.
Cordierite has a low thermal expansion coefficient (2.5×10⁻⁶℃⁻¹ from room temperature to 1000℃) and has excellent thermal shock resistance. The thermal expansion coefficient of cordierite is smaller than that of mullite. Due to the mismatch in the thermal expansion coefficients of the two, microcracks are easily formed at the interface between the two phases, which is beneficial to improve the thermal shock resistance of mullite-cordierite materials. The shelf is a special kiln furniture for supporting porcelain parts, and the material is mostly cordierite-mullite composite material. With M60 mullite and cordierite as the main raw materials and dextrin as a binder, a high-strength cordierite-mullite shelf is prepared, and the high-temperature flexural strength at 1200℃ can reach 17.7MPa. Because the skeleton of the material is composed of mullite and cordierite aggregates, the two are firmly connected by a “connecting bridge” composed of mullite, cordierite and low-aluminum high-silica glass phase, and this structure is conducive to improving the high-temperature mechanical properties of the material.
With the development of new energy vehicles, electronic mobile devices and energy storage fields, the demand for lithium batteries is increasing, and the kiln tools used for firing their positive electrode materials are also increasingly attracting attention.
Mullite-aluminum titanate kiln tools
Compared with cordierite, aluminum titanate has a lower thermal expansion coefficient (room temperature to 1000℃, 1.5×10⁻⁶℃⁻¹) and a higher melting point. It is currently the best material with high temperature resistance among low expansion materials. When mullite and aluminum titanate are used in combination, mullite-aluminum titanate kiln tools with good thermal shock resistance and high operating temperature can be obtained. Studies have shown that when mullite is added to the aluminum titanate matrix, the lattice stability of aluminum titanate can be improved, thereby preventing the decomposition of aluminum titanate. It was found that when mullite exists in aluminum titanate materials, the stability of aluminum titanate can reach 80%.
Mullite-silicon carbide kiln furniture
Silicon carbide has high strength, high thermal conductivity, wear resistance, chemical corrosion resistance and other properties. Therefore, silicon carbide kiln furniture has excellent thermal shock resistance, high wear resistance and strength at room temperature and high temperature. In order to improve the oxidation resistance of silicon carbide kiln furniture, Shi Jinxiong et al. prepared silicon carbide-mullite kiln furniture using silicon carbide, M70 sintered mullite and SiO₂ micropowder as raw materials.
Application of Mullite in Metallurgical Industry
The application of mullite in metallurgical industry is mainly reflected in steel smelting. Mullite bricks made of mullite as the main raw material have the characteristics of small thermal expansion coefficient, low creep rate, high high temperature strength, good thermal shock resistance and strong chemical corrosion resistance. It can be used for blast furnace, continuous casting, the dome of hot blast furnace and the middle and upper parts of the combustion chamber, etc., and can also be used as ceramic burner bricks. Amorphous refractory materials containing mullite also have good thermal shock resistance and mechanical properties, etc., and are used in blast furnaces, permanent linings of ladles, tundishes, ignition and insulation furnaces, hot metal desulfurization spray guns, etc.
Mullite-corundum bricks have high density, low porosity, high strength and good resistance to molten iron and slag erosion. They are ideal refractory materials for blast furnace ceramic linings, furnace walls, tuyere and furnace bottom. Mullite-corundum castables can be used as lining materials for blast furnace hot blast furnaces and heating furnaces.
The purity of mullite raw materials affects the performance of mullite-corundum refractory bricks. Corundum-mullite bricks prepared with high-purity sintered mullite as raw materials have excellent resistance to alkali vapor and CO erosion. Suitable for use in high-temperature reducing atmosphere conditions such as hot blast furnaces. Compared with mullite-corundum castables prepared with fused mullite as aggregate, mullite-corundum castables prepared with microcrystalline mullite as aggregate have higher room temperature compressive strength, room temperature flexural strength, high temperature flexural strength, and better thermal shock resistance.
Introducing other refractory raw materials on the basis of mullite and corundum can further improve the performance of mullite-corundum refractory materials. Adding an appropriate amount of boron carbide to the silica sol combined mullite-corundum castable can further improve the room temperature flexural strength, room temperature compressive strength, high temperature flexural strength and thermal shock resistance of the castable.
Mullite-cordierite refractory materials
In order to meet the requirements of good thermal shock resistance, scouring resistance, high temperature resistance, erosion resistance, high load softening temperature and other requirements of refractory materials for ceramic burners, M70 sintered mullite, M70 fused mullite and cordierite are used as the main raw materials, and the mullite-cordierite ceramic burner composite bricks are prepared through the casting-centrifugal molding process.
The lining bricks of the coke oven door need to have good wear resistance, volume stability, carbon resistance and thermal shock resistance. With M70 sintered mullite and cordierite as the main raw materials and aluminate cement as the binder, a mullite-cordierite precast brick with low linear expansion rate, low porosity and good thermal shock resistance was prepared. The precast brick was applied to the door of a large coke oven. After one year of use, the surface of the precast brick was smooth and crack-free.
Mullite-alumina refractory materials
Casting materials made with mullite and bauxite as the main raw materials use less water and exhibit high mechanical strength over a wide temperature range.
In order to further improve the wear resistance and thermal shock resistance of mullite-alumina-based castables, a mullite-alumina-silicon carbide castable with excellent mechanical properties and wear resistance was prepared with M60 mullite, bauxite and silicon carbide as the main raw materials and calcium aluminate cement as the binder.
Mullite-magnesium aluminum spinel refractory
Magnesium aluminum spinel has excellent thermal shock resistance, corrosion resistance and wear resistance. Studies have found that the introduction of nano-magnesium aluminum spinel into mullite-based castables generates tension ring stress around the spinel and forms microcracks in the matrix due to the mismatch in thermal expansion coefficients between mullite and magnesium aluminum spinel. This is conducive to strengthening the internal structure of the material, thereby limiting the expansion of cracks. Therefore, the prepared mullite-magnesium aluminum spinel castable has good thermal shock resistance.
Mullite-silicon carbide refractory
Silicon carbide has high strength, high thermal conductivity, wear resistance and other properties, and can be combined with mullite to prepare mullite-silicon carbide castables with excellent performance. Mullite-silicon carbide wet jet castable. The wet jetting castable has good rheological properties, showing a pseudoplastic fluid with low yield value and apparent viscosity, suitable for pumping pipeline transportation, and can be used in kilns such as ladles, electric furnaces, blast furnaces, and torpedo tanks. Adding 6% (w) zircon to the mullite-silicon carbide castable can further improve the wear resistance of the mullite-silicon carbide castable, making it suitable for lining parts with strict requirements for thermal shock resistance and wear resistance.
In order to solve the problem of reduced high temperature performance of corundum-silicon carbide castables bonded with ordinary binders (such as calcium aluminate cement), a mullite-bonded corundum-silicon carbide cement-free castable was prepared using corundum and silicon carbide as aggregates, M70 mullite powder, Al₂O₃ micropowder and SiO₂ micropowder as bonding matrix. Because the mullite powder introduced into the matrix can form a network structure of columnar mullite inside the castable after sintering, the room-temperature flexural strength, room-temperature compressive strength, high-temperature flexural strength and thermal shock resistance of the corundum-silicon carbide castable are improved.
Development of the Application of Mullite and Its Composite Refractory Materials
Mullite and its composite refractory materials have been widely used as linings for various kilns in traditional fields such as metallurgy, ceramics, cement and petrochemicals. The future development trend of mullite in refractory materials is mainly reflected in the following aspects:
(1) Expand the application field of mullite refractory materials. In addition to the traditional high-temperature industrial field, mullite refractory materials have emerged in aerospace, military and other fields. However, the application of mullite refractory materials in these fields is quite limited at present, and its application in aerospace, military and other fields will continue to be promoted in the future.
(2) Promote the development of lightweight mullite. With the advancement of energy conservation and emission reduction, the development of lightweight and heat-insulating refractory materials is of great significance to reducing kiln heat loss and improving work efficiency. Refractory materials prepared with lightweight mullite not only have good high-temperature performance, but also have good thermal insulation effect. The use of lightweight heat-insulating refractory materials with good high-temperature performance can thin or even eliminate the working layer. Refractory castables made of lightweight mullite can solve the problem that lightweight refractory castables made of perlite, vermiculite or ceramsite have low use temperature and cannot be used as working linings in direct contact with flames at high temperatures. Therefore, the development of lightweight mullite with large porosity, low bulk density, low thermal conductivity and high strength plays a positive role in the development of lightweight insulating refractory materials with good high-temperature performance that can achieve energy saving and consumption reduction.
(3) Strengthen the application of nano-mullite in refractory materials. In recent years, nanotechnology has been successfully applied in refractory materials and has continuously achieved breakthroughs in material performance. The use of nano-mullite powder can further improve the performance of refractory materials. In the future, nano-mullite will play an increasingly important role in refractory materials.